

Method for automatic controlling thickness in fast high precision plate strip rolling process
A high-precision, plate-and-strip technology, applied in rolling mill control devices, metal rolling, metal rolling, etc., can solve problems such as the influence of speed changes on control quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
[0094] A single-stand four-high reversible experimental rolling mill is used, and the relevant parameters of the system are as follows:
[0095] Rolled steel grade: ST12
[0096] Incoming material thickness width 250mm, 0.50mm, outlet thickness 0.40mm, rolling speed 2.5m / s
[0097] Rolling mill stiffness M = 550kN / mm, strip plastic coefficient Q = 450 kN / mm
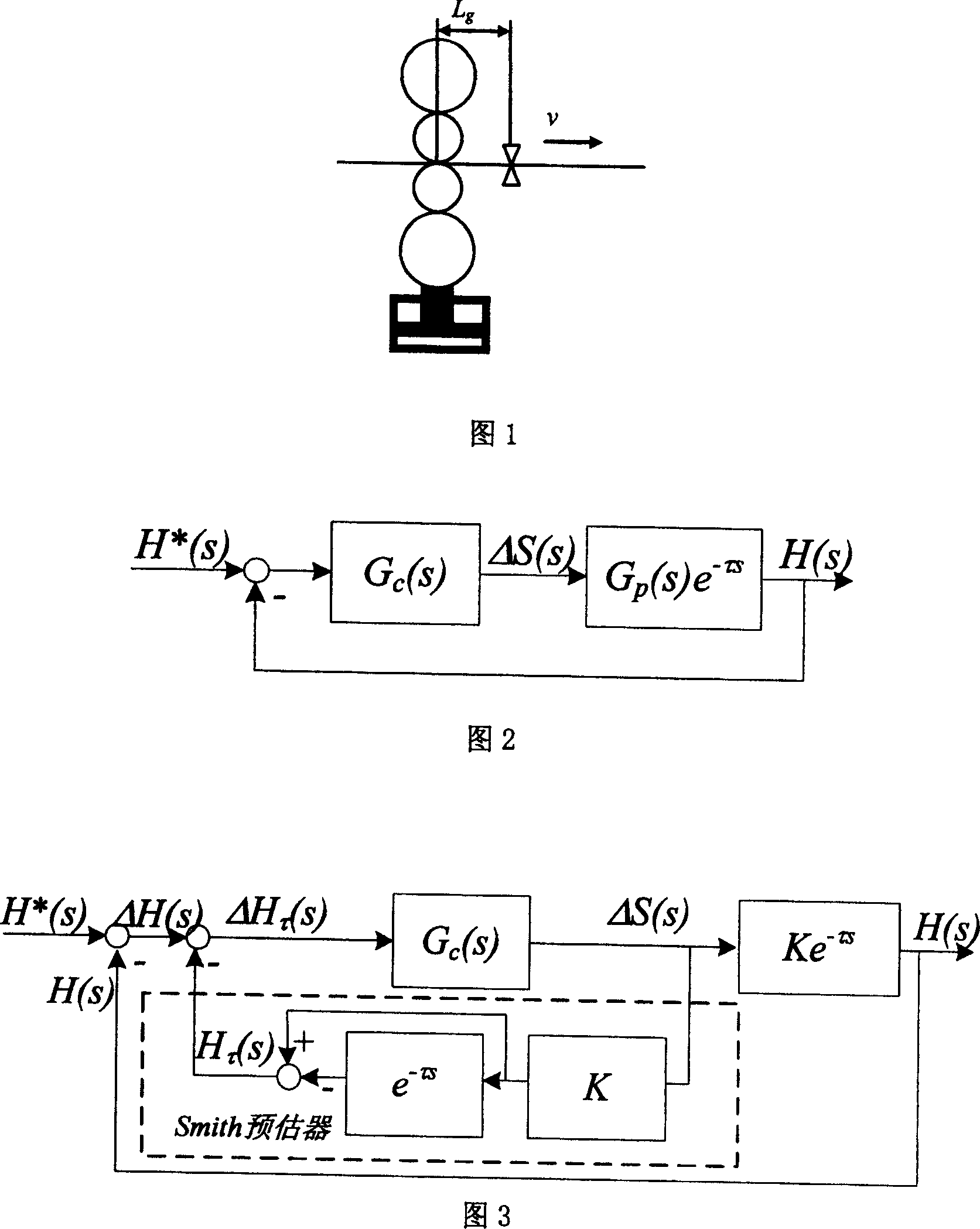
[0098] The thickness gauge is a VOLLMER contact thickness gauge, and the distance between the thickness gauge and the roll center line of the rolling mill is L g =765mm
[0099] The monitoring AGC control parameters and methods based on the above conditions are as follows:
[0100] 1) Input the relevant data of the four-high reversible rolling mill and strip steel into the computer, the stiffness coefficient of the rolling mill M = 550kN / mm, the plasticity coefficient of the strip steel Q = 450kN / mm, the distance L between the thickness gauge and the roll center line of the rolling mill g =765mm;
[0101] 2) Determin...
example 2
[0117] The four-high reversing rolling mill of the cold strip mill is adopted, and the relevant parameters of the system are as follows:
[0118] Rolled steel grade: 65Mn
[0119] Incoming material width 130mm, thickness 1.0mm, exit thickness 0.80mm, rolling speed 3.0m / s
[0120] The parameters of the four-high reversible rolling mill are as follows: rigidity M = 400kN / mm, plasticity coefficient Q of the strip steel = 500kN / mm
[0121] The thickness gauge is a domestic contact type thickness gauge, and the distance between the thickness gauge and the center line of the rolling mill roll is L g =500mm
[0122] The monitoring AGC control parameters and methods based on the above conditions are as follows:
[0123] 1) Input the relevant data of the four-high reversible rolling mill and strip steel into the computer, the stiffness coefficient of the rolling mill M = 400kN / mm, the plasticity coefficient of the strip steel Q = 500kN / mm, the distance L between the thickness gauge ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| stiffness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More