

Plate strip hot continuous rolling reeling temperature control method based on thermodetector
A technology of coiling temperature and control method, applied in the direction of temperature control, etc., can solve the problems of system over damping or oscillation, failure to give optimal control law, poor control effect, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
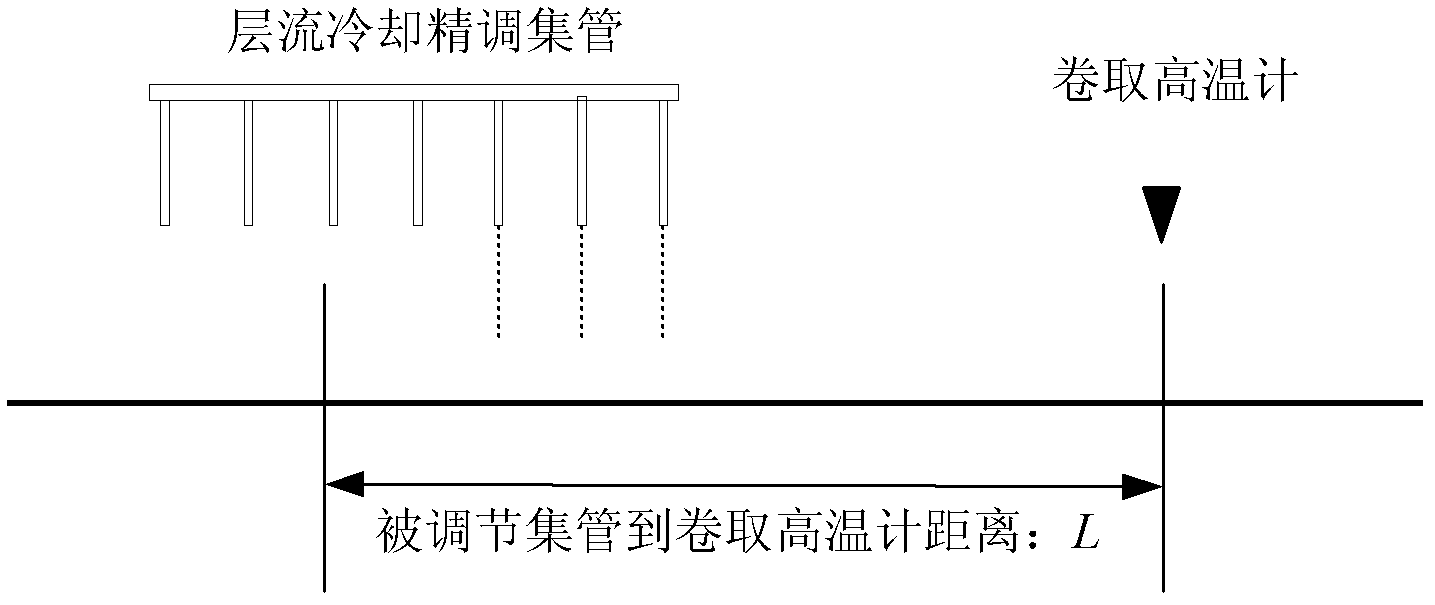
[0124] In this embodiment, the rolling steel type is selected as Q235B, the incoming material thickness is 6.0mm, the rolling speed is 8.0m / s, the specific gravity is 7850kg / m3, and the specific heat is 0.812kJ / (kg·℃); The length is 0.585m; the distance from the thermometer to the header that needs to be opened and closed is 6m; the heat flux density of each finely adjusted header is 6665304.81kJ / (m2.h); the time required for the opening and closing of the control valve and the water falling to the strip steel 700ms;
[0125] In this embodiment, a method for controlling the coiling temperature of strip hot rolling based on a thermometer, such as Figure 7 shown, including the following steps:
[0126] Step 1: Input the relevant data of cooling equipment and steel strip into the computer, the thickness of the incoming material is 6.0mm, the rolling speed is 8.0m / s, and the heat flux density of each fine-tuned header is 6665304.81kJ / (m 2 .h), specific gravity 7850kg / m 3 , the...
Embodiment 2
[0146] In this embodiment, the rolling steel grade is selected as Q345B, the thickness of the incoming material is 4.0mm, the rolling speed is 10.0m / s, the specific gravity is 7850kg / m3, and the specific heat is 0.7985kJ / (kg·℃); The length is 0.4m; the distance from the thermometer to the header that needs to be opened and closed is 5.8m; the heat flux density of each fine-tuned header is 6665304.81kJ / (m2.h); the opening and closing of the control valve and the water falling to the strip require The time is 700ms;
[0147] In this embodiment, a method for controlling the coiling temperature of strip hot rolling based on a thermometer comprises the following steps:
[0148] Step 1: Input the relevant data of cooling equipment and strip steel into the computer, select the rolling steel type: Q345B, the incoming material thickness is 4.0mm, the rolling speed is 10.0m / s, and the heat flux density of each fine-tuned header is 6665304.81kJ / (m 2 .h), specific gravity 7850kg / m 3 , t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More