

Ethene/acrylic ester rubber hose preparation method
An acrylate and rubber hose technology, which is applied to tubular items, other household appliances, household appliances, etc., can solve the problems of inability to achieve high-temperature rapid vulcanization and complex processes, and achieve uniform physical and mechanical properties, simplified processes, and accurate geometric dimensions.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0011] To produce an AEM bellows with an inner diameter of 60mm, an outer diameter of 75mm, and a length of 400mm, the steps are as follows:
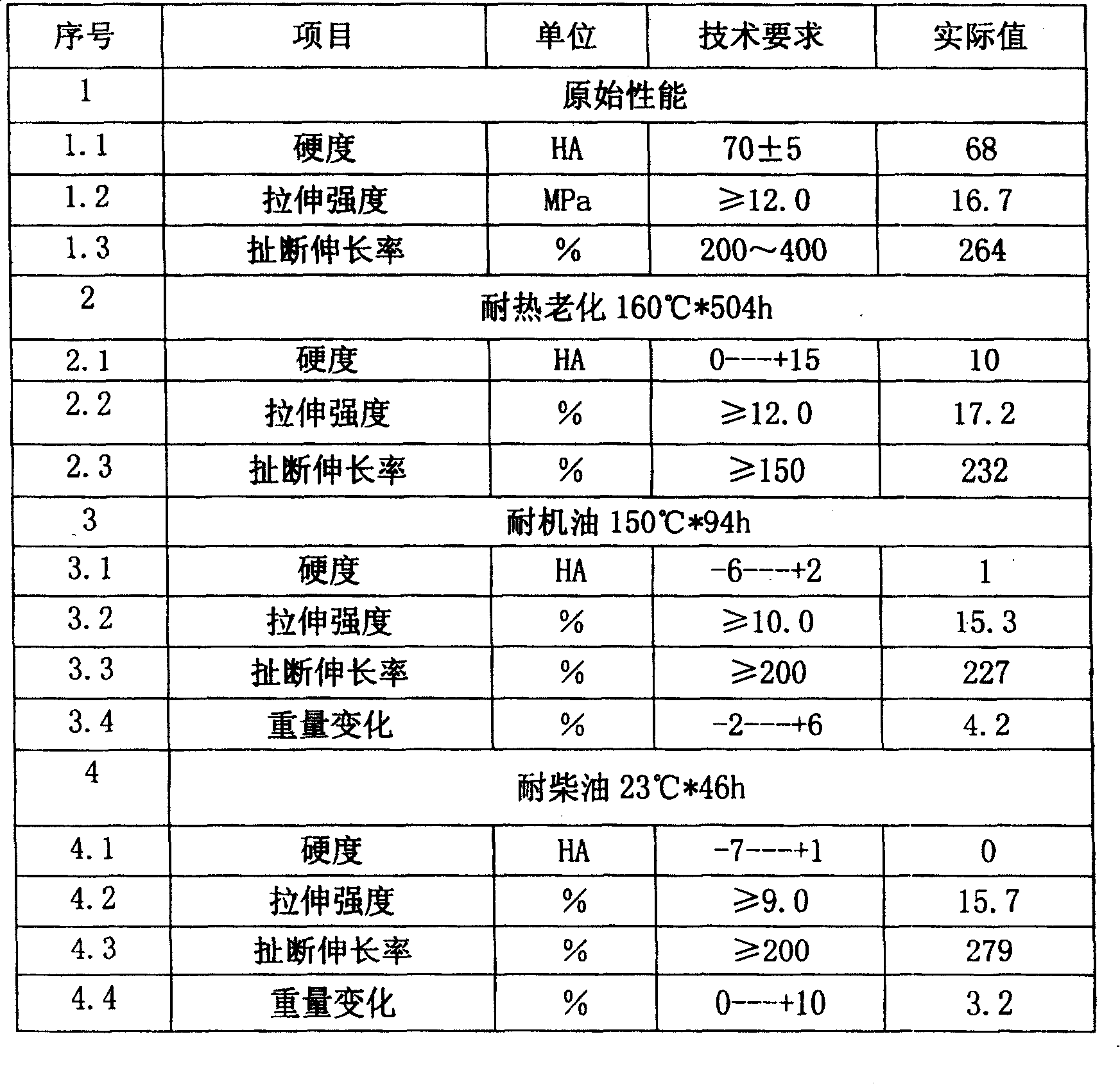
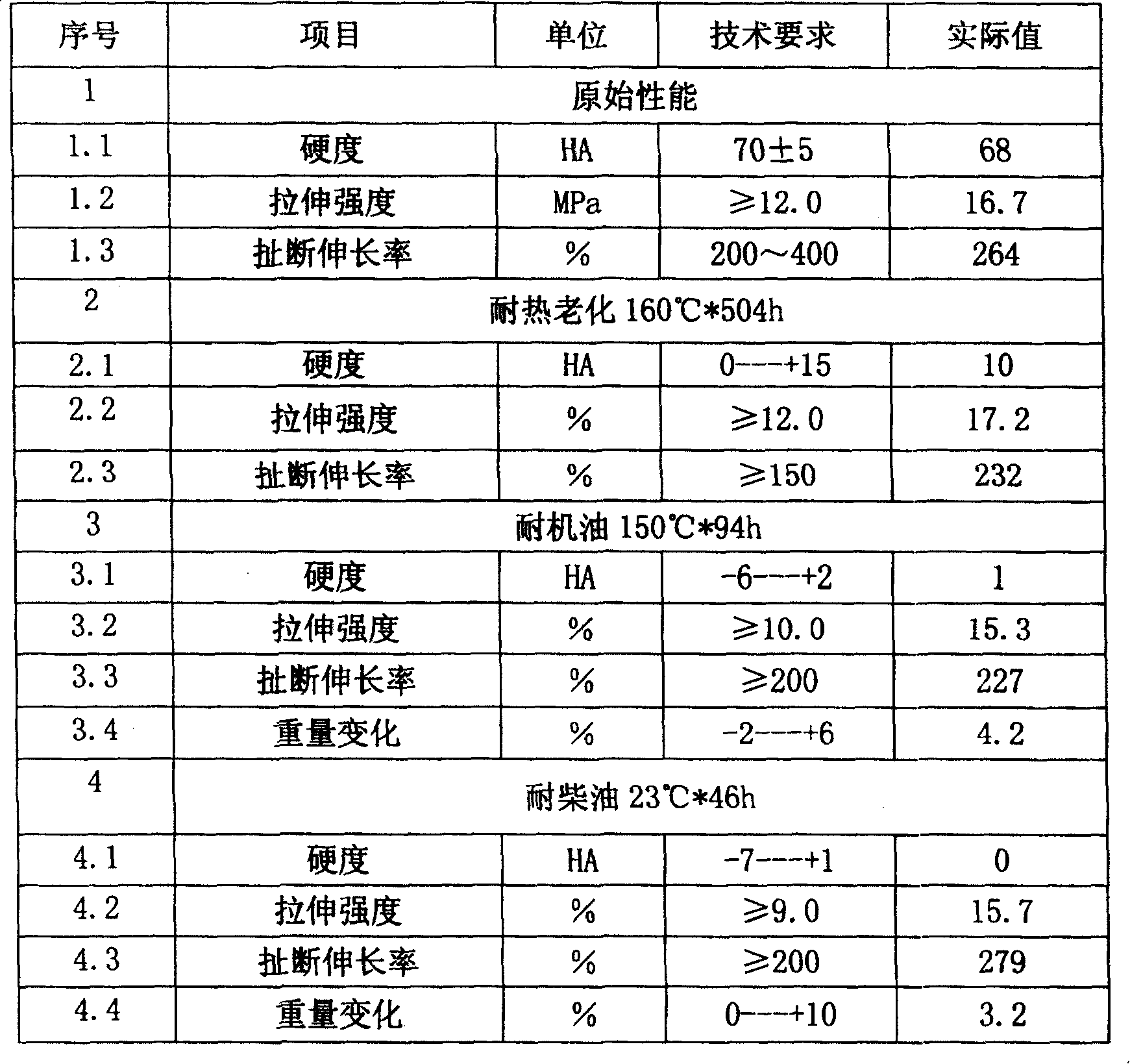
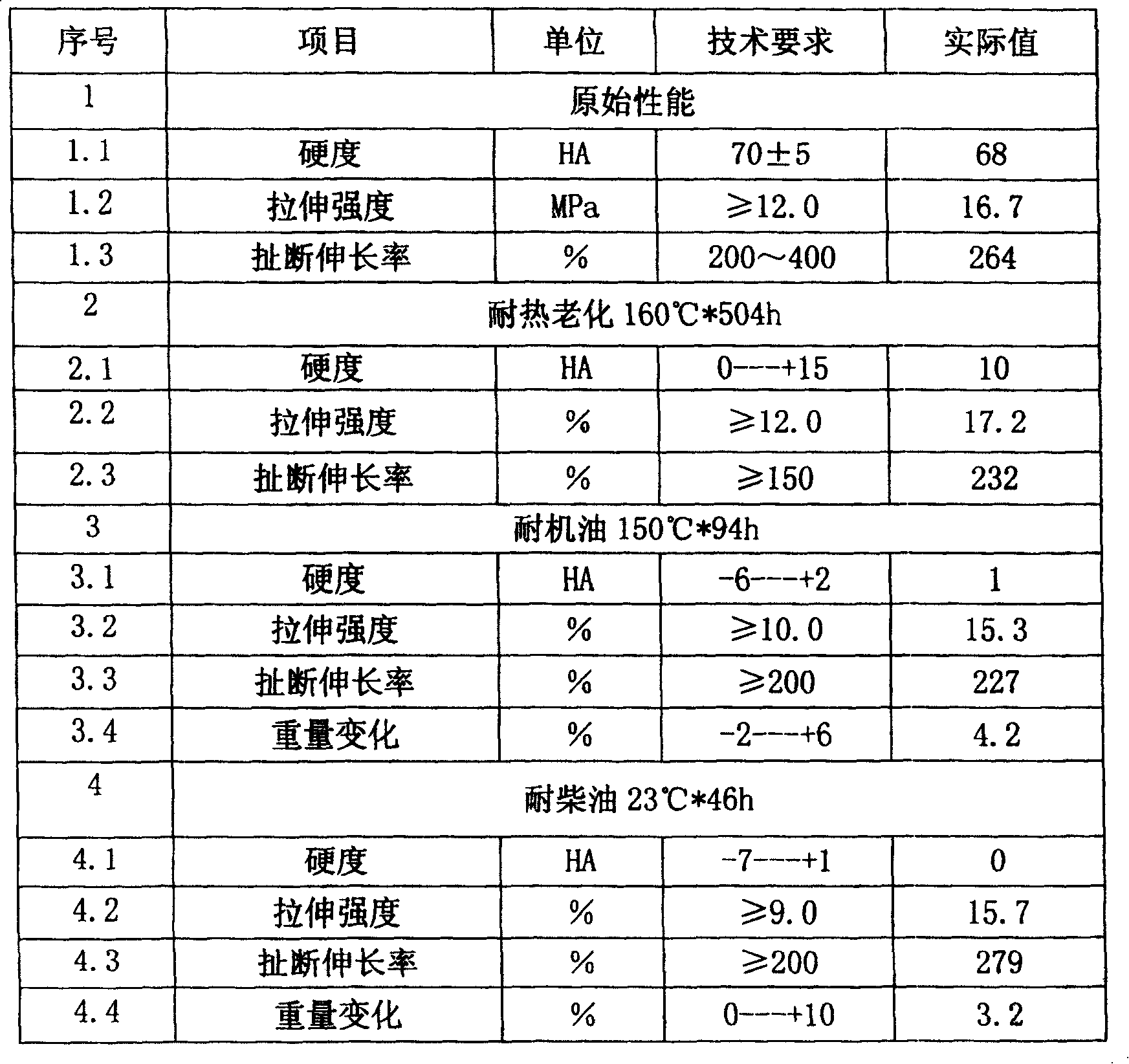
[0012] Select a plastic injection machine with a capacity of 3000CC, and design a suitable mold. After the AEM-G rubber material of DuPont Company enters the machine barrel from the material tray, the rubber material is heated and plasticized by the action of the plasticizing device. , and then under the push of the injection plunger, the rubber material is injected into the tightly closed mold cavity at a certain speed at a pressure of 165±5bar, and the temperature of the upper and lower molds of the mold is controlled at 175°C±2°C. The temperature of the material section and the injection section are controlled at 65°C±2°C, the holding pressure is 165±5bar, the mold clamping pressure is 175±5bar, the injection volume is 1200+10CC, the vulcanization time is 6min for vulcanization, and it is opened after vulcanization. Inject the mold a...
Embodiment 2
[0017] To produce an AEM hose with an inner diameter of 30mm, an outer diameter of 45mm, and a length of 200mm, the steps are as follows:
[0018] Choose a suitable glue injection machine and design a suitable mold. Put the AEM glue used in the previous extrusion process into the machine barrel from the tray, and then push the glue with a pressure of 150±5bar under the push of the injection plunger. The material is injected into the tightly closed mold cavity at a certain speed, the temperature of the upper and lower molds of the mold is controlled at 150°C±2°C, the temperature of the feeding section and the injection section are controlled at 50°C±2°C, and the holding pressure The mold clamping pressure is 165±5bar, the mold clamping pressure is 175±5bar, the injection volume is 650+10CC, and the vulcanization time is 3min for vulcanization. After the vulcanization, the injection mold is opened to take out the product.
[0019] The rubber hose is molded at one time, with prec...
Embodiment 3
[0023] To produce an AEM bellows with an inner diameter of 75mm, an outer diameter of 85mm, and a length of 400mm, the steps are as follows:
[0024] Select a plastic injection machine with a capacity of 3000CC, and design a suitable mold. After the AEM rubber material enters the barrel from the material tray, the rubber material is heated and plasticized by the action of the plasticizing device, and then injected into the plunger Under the impetus of 180±5bar, the rubber material is injected into the tightly closed mold cavity at a certain speed, and the temperature of the upper and lower molds of the mold is controlled at 180°C±2°C. The temperature of the feeding section and the injection section The temperature is controlled at 80°C±2°C, the holding pressure is 165±5bar, the mold clamping pressure is 175±5bar, the injection volume is 1750+10CC, and the vulcanization time is 8min for vulcanization. After vulcanization, the injection mold is opened and the product is taken out...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More