A processing method of a welded structure fuel manifold with a nozzle
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A fuel oil main pipe and welding structure technology, which is applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve problems such as fracture failure, large residual stress, and out-of-tolerance nozzle housing position, and achieve improved welding deformation and stable quality , Dimensional accuracy qualified effect
Active Publication Date: 2016-01-13
SHENYANG LIMING AERO-ENGINE GROUP CORPORATION
View PDF5 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
Due to the small diameter D caused by welding deformation, the position of the nozzle housing is out of tolerance and the large residual stress, there have been fracture failures during the engine test run
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment Construction
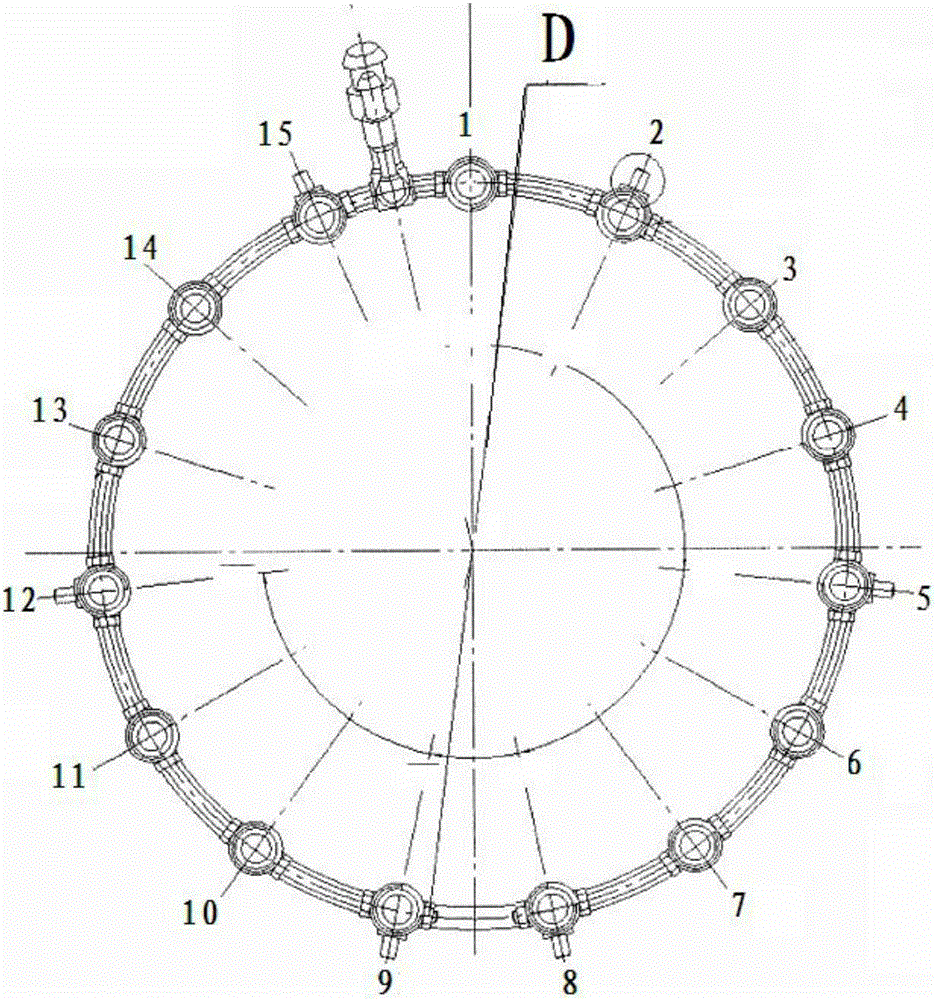
[0023] The present invention is specifically described below in conjunction with accompanying drawing, as Figure 1-1 to Figure 6 As shown, the part consists of 15 nozzle housings 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15 (6 of which have mounting pins, respectively It is 2, 5, 8, 9, 12, 15) and Φ8 and Φ15 pipes are welded by argon arc welding, and there are also main and auxiliary oil inlet pipes welded at the same time, with as many as 65 welds. The drawing of the main pipe requires that the position degree of 15 nozzle shells and 6 mounting pins is not greater than 0.5. The process route in the early stage of development adopts the nozzle shell and the pipe to be assembled and welded into the main pipe ring at one time, and six installation pins are bored after heat treatment and correction. Due to the small diameter D caused by welding deformation, the position of the nozzle housing is out of tolerance and the large residual stress, fracture failures occurred duri...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
The invention discloses a method for machining a fuel manifold with nozzles and of a welding structure. The method includes the welding step, the thermal treatment step and the boring step. Assembly and positioned welding are conducted on each nozzle shell and each pipe at the position, located on the middle arc increasing position, of a small-section welding clamp, and 15 sets of welded nozzle assemblies are formed and corrected at the position; assembly and positioned welding are conducted on every two sets of nozzle assemblies at the middle arc increasing position of the welding clamp according to the general drawing position, and the welded nozzle assemblies are corrected on the original welding clamp; in the process of forming half rings of the manifold, assembly and positioned welding are conducted on each welding seam at the middle arc increasing position of the welding clamp, and the welded welding seams are corrected on the original welding clamp; eventually positioned welding is conducted on the two half rings on the original welding clamp, and the two welded half rings are corrected. The method has the advantages that the welding deformation phenomenon is obviously improved, size accuracy is qualified, the method smoothly passes long test evaluation, the quality is stable, and no fracture failure in the engine test process occurs.
Description
technical field [0001] The invention relates to the field of welding, in particular to a method for processing a welded structure fuel main pipe with a nozzle. Background technique [0002] The working fuel main pipe of an aero-engine is mainly an annular welded structure composed of a nozzle shell and a pipe, as shown in Figure 1. The part consists of 15 nozzle housings 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15 (6 of which have mounting pins, respectively 2, 5, 8, 9, 12, 15) and Φ8 and Φ15 pipes are welded by argon arc welding, and the main and auxiliary oil inlet pipes are welded at the same time, with as many as 65 welds. The drawing of the main pipe requires that the position degree of 15 nozzle shells and 6 mounting pins is not greater than 0.5. The process route in the early stage of development adopts the nozzle shell and the pipe to be assembled and welded into the main pipe ring at one time, and six installation pins are bored after heat treatment and corr...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.
Login to View More
Patent Type & AuthorityPatents(China)
IPC IPC(8): B23P15/00B23K9/167
CPCB23P15/00B25B11/00
Inventor周勇杨踊杨涧石张炳海刘晓娟
OwnerSHENYANG LIMING AERO-ENGINE GROUP CORPORATION



 Login to View More
Login to View More  Login to View More
Login to View More