

Rough rolled band steel width control method of hot continuous rolling mill based on multiple heating furnaces
A hot continuous rolling mill and width control technology, applied in the direction of metal rolling stands, metal rolling mill stands, etc., can solve the problems of fluctuation, not taking into account the fluctuation of the width deviation of the rough rolling outlet, and frequent fluctuation of the rough rolling outlet width.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
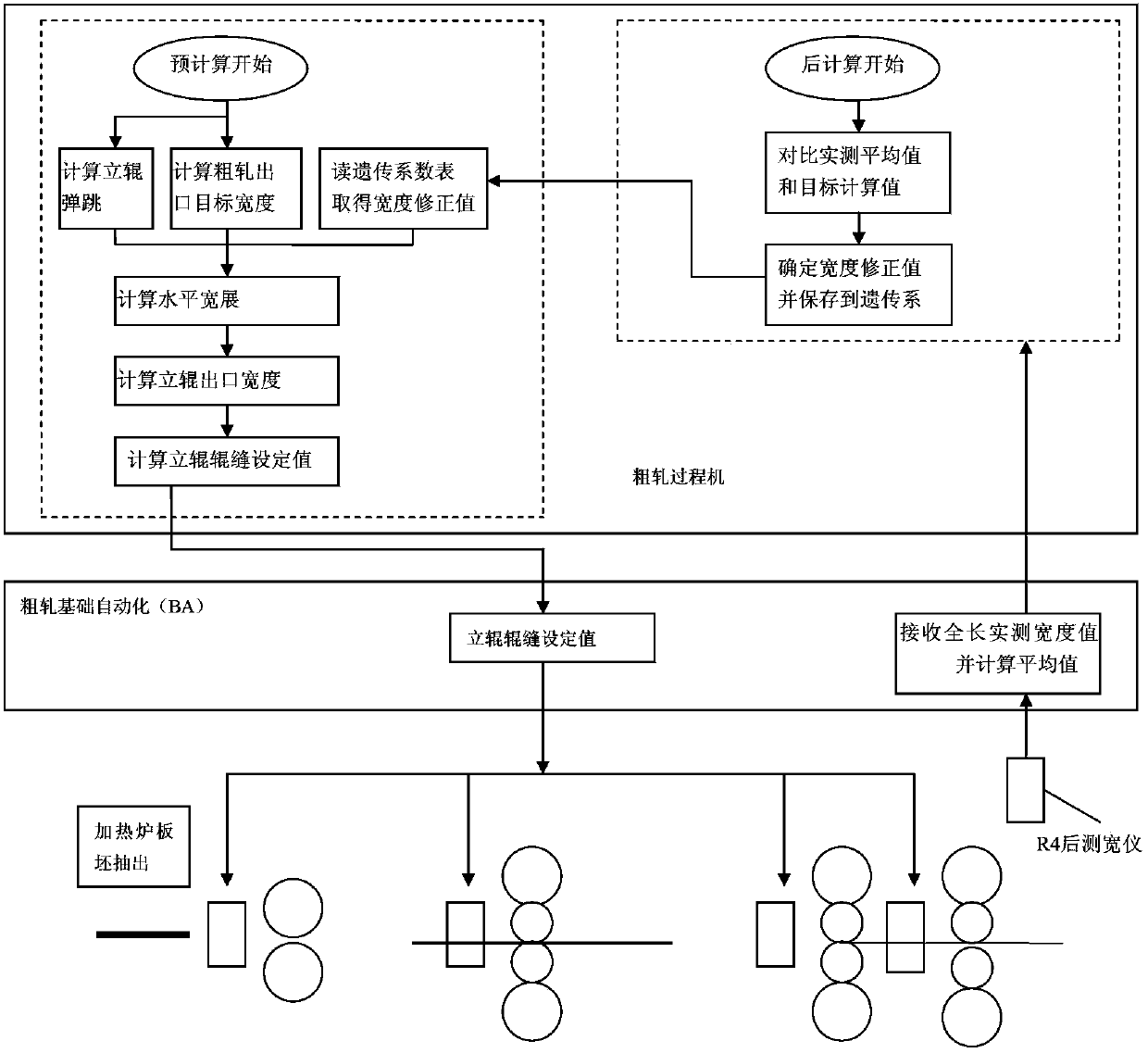
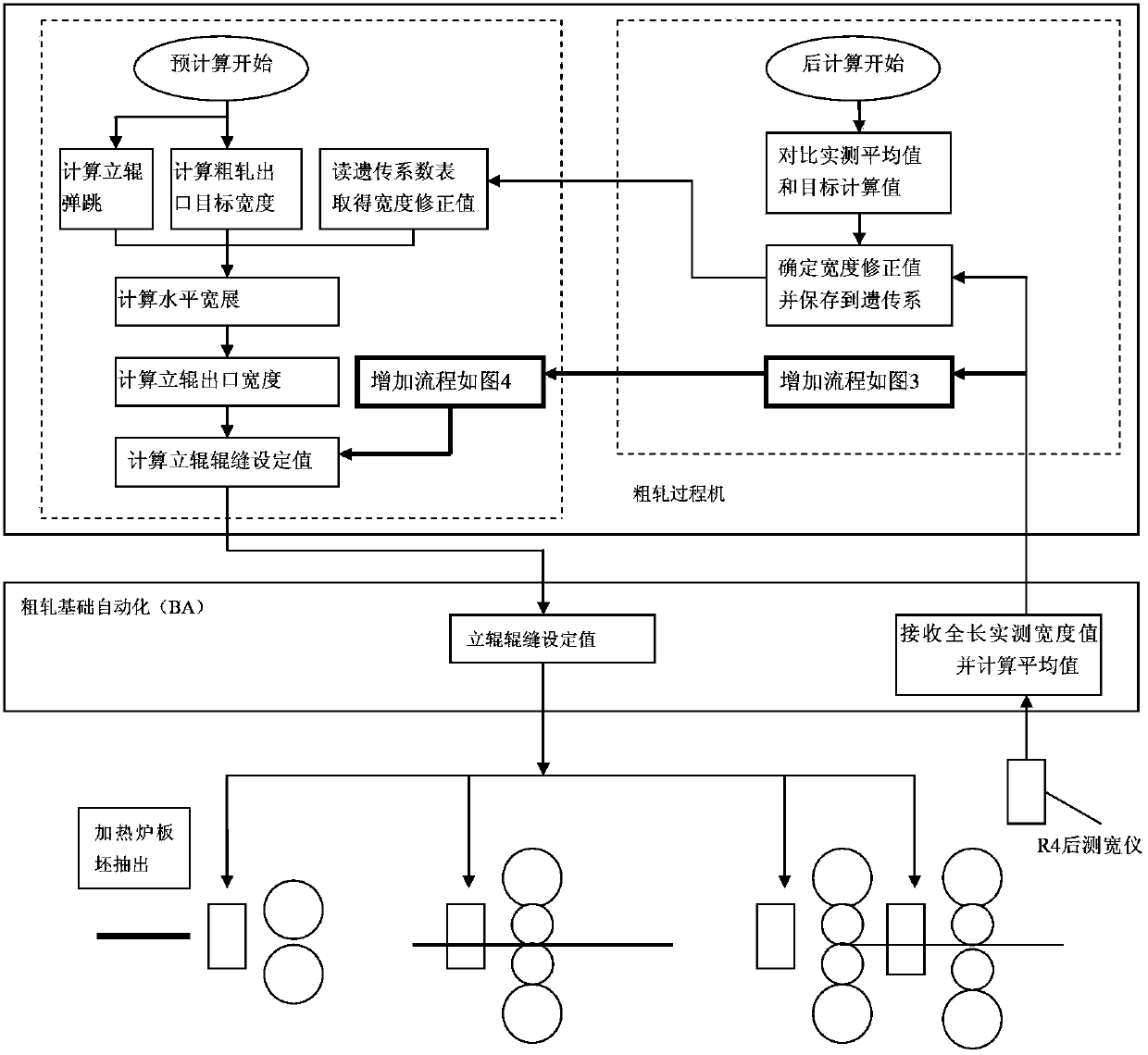
[0212] Precomputation stage:
[0213] Take strip steel 3050100100 as an example: finished product width pri_width: 1500mm, fixed margin add_width: 8mm, target width aim_width=1500+8=1508mm, this piece of steel comes from 3# heating furnace, and the rough rolling global width genetic coefficient width_corr is calculated in the model : -8mm, vertical roll gap zero correction value zero_corr: 3mm, vertical roll wear edger_wear: -0.8mm, vertical roll bounce edger_iKNflexsioKN: 0.5
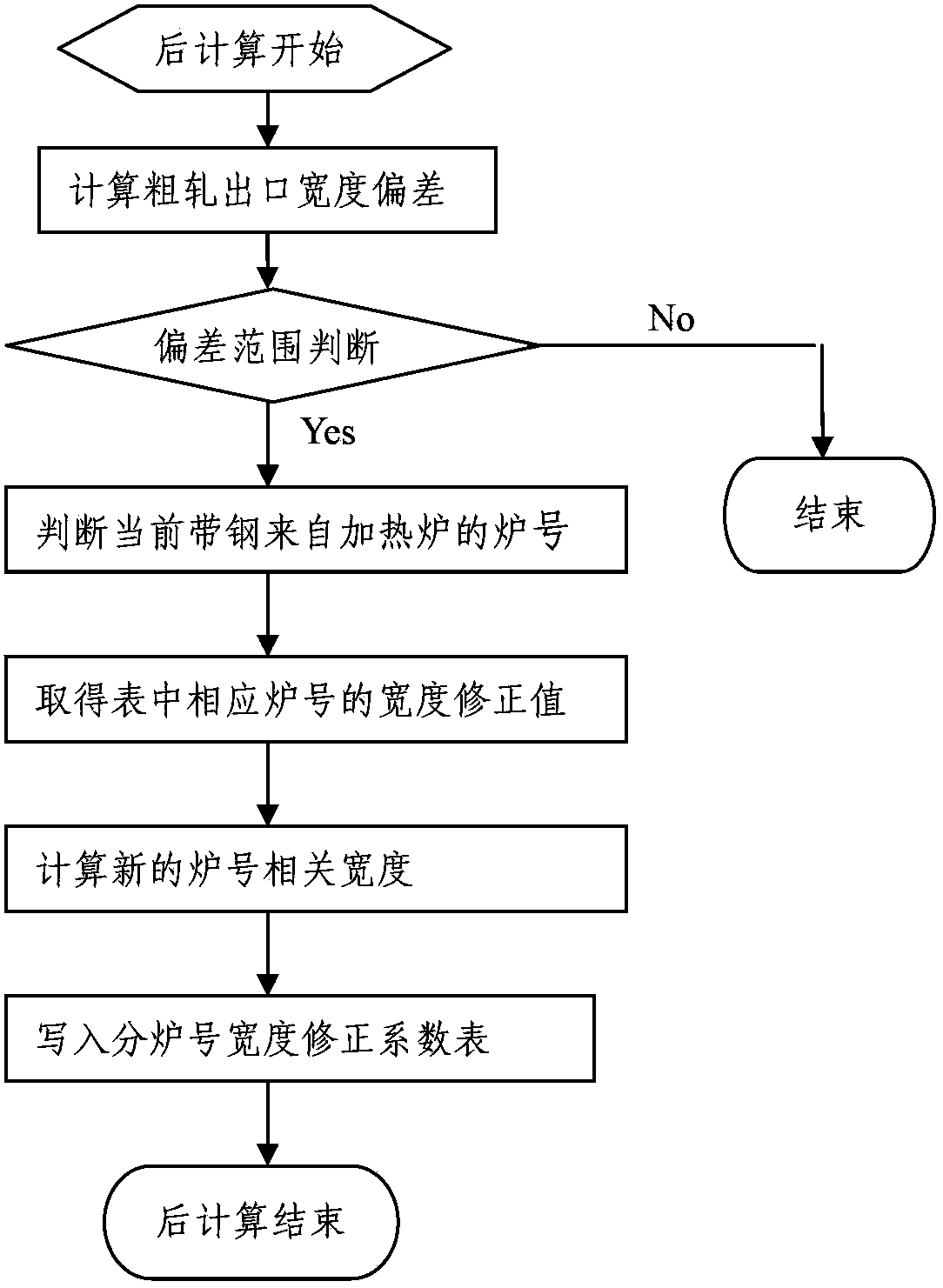
[0214] The process of calculating the furnace number-related width correction value width_corr_fur is as follows:
[0215] By default, the model takes furnace No. 1 as the benchmark furnace number, and obtains the genetic coefficient table related to the furnace number:
[0216]
[0217] Furnace number-related width correction value Width_corr_fur=base furnace number width correction coefficient corr_fur[1]-current strip furnace number-related width correction coefficient corr_fur[3]=-1.5-(-3)=1.5m...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More