

Width Control Method of Wedge Blank Based on Fixed Width Side Press
A technology of width control and side pressing machine, which is applied in rolling mill control devices, manufacturing tools, metal rolling, etc., to achieve the effects of reducing width fluctuations, improving stability and yield, and large reduction capacity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
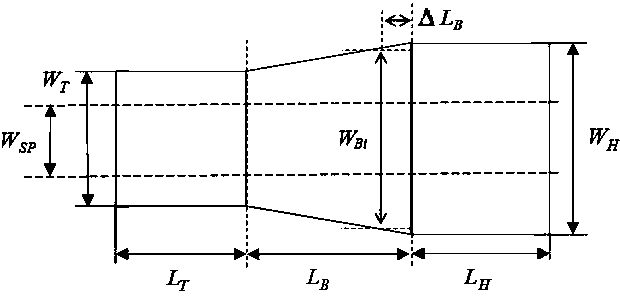
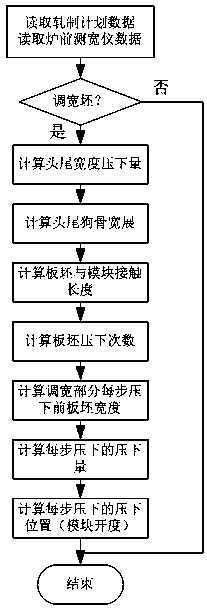
[0068] Such as image 3 As shown, a wedge-shaped blank width control method based on a fixed-width side press machine takes the slab with unequal head and tail width as the wedge-shaped blank, and sets the target width of the slab to be processed; the shape of the wedge-shaped blank to be processed is as follows figure 2 shown, where W H is the width of the equal width section of the head, W T is the width of the equal-width segment at the tail, W SP is the target width, L H is the length of the equal width section of the head, L T is the length of equal width segment at the tail, L B It is the length of the width adjustment section in the middle; the size parameters of the above-mentioned wedge-shaped billet are issued by the host computer or measured by the width measuring instrument in front of the furnace;
[0069] After the slab to be processed is determined to be a wedge-shaped slab from the obtained slab size parameters, follow the steps below:
[0070] S1: Divid...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More