

Laminar flow cooling U type control method and system used for hot rolling strip steel
A laminar cooling, hot-rolled strip technology, applied in the field of strip cooling, can solve problems such as performance differences between the head and tail of the strip, and achieve the effect of offsetting performance differences, avoiding performance differences, and preventing violent temperature fluctuations
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment approach
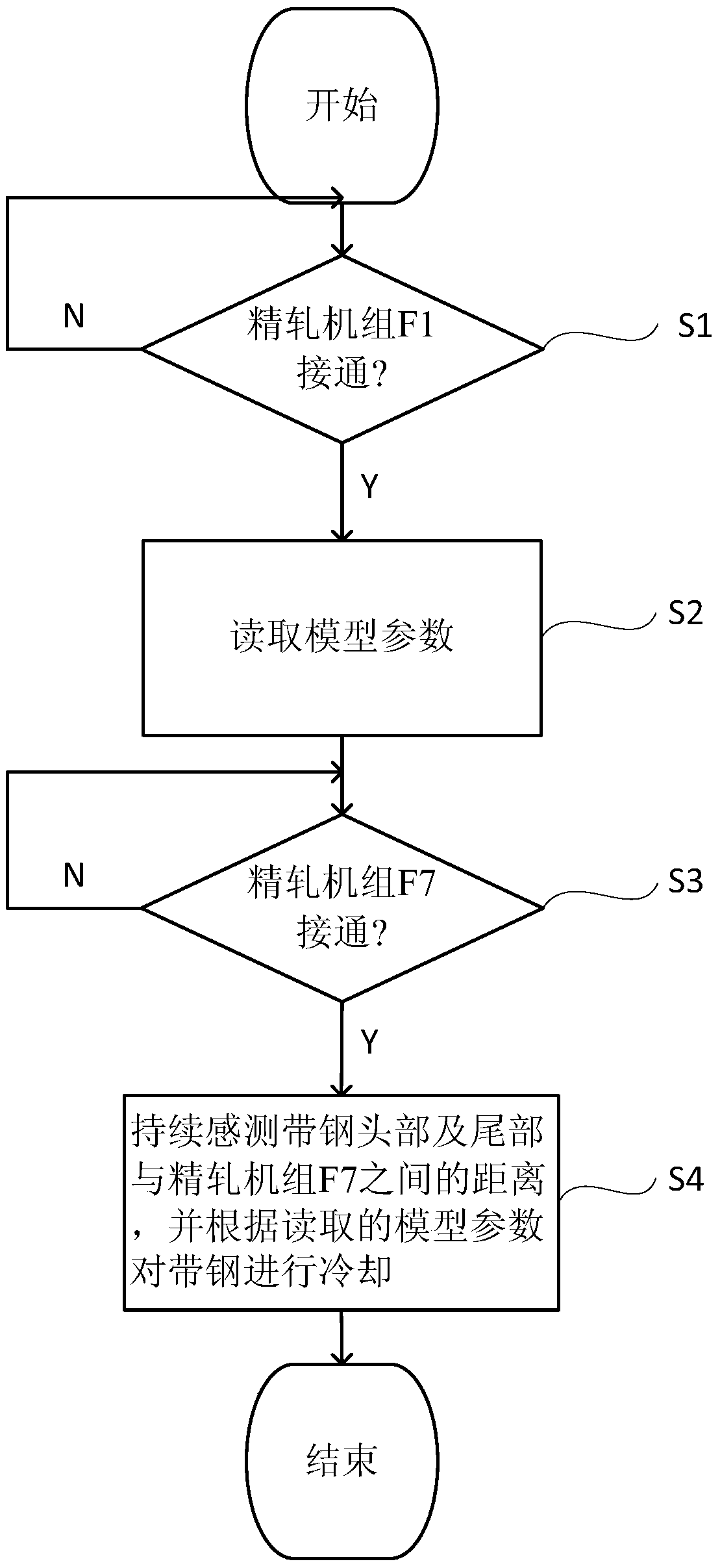
[0041] Specifically, please continue to refer to figure 2 As shown, the present invention is used for the preferred embodiment of the laminar flow cooling U-type control method of hot-rolled strip steel and comprises the following steps:
[0042] Step S1: Judging whether the finishing rolling group F1 is connected. If the finish rolling unit F1 is switched on, it means that the strip is about to enter the finish rolling process, and step S2 is executed. If the finish rolling unit F1 has not been connected, it means that the strip steel has not entered the finish rolling process, and step S1 is continued.
[0043] Step S2: Read model parameters. In order to facilitate equipment transformation and upgrading, in this embodiment, the basic model and the U-shaped cooling model are designed separately. When needing to adopt laminar flow cooling U-type control method of the present invention, read basic model parameter and U-type cooling model parameter simultaneously; When not n...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More