A Method for Predicting Deformation and Penetration at the Bonding Surface of Asymmetric Billets Rolled Clad Plates
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A technology for rolling clad and clad plates, which is applied in the direction of metal rolling, metal rolling, rolling mill control devices, etc., and can solve problems such as unpredictable deformation and sufficient penetration
Active Publication Date: 2021-07-23
SHOUGANG CORPORATION
View PDF6 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0005] The embodiment of the present invention provides a method for predicting the deformation and penetration of the joint surface of the asymmetric billet rolled composite plate, which solves the problem of plate shape and thickness uniformity caused by the asymmetric billet group in the prior art, especially the rolling Whether the deformation and penetration at the joint surface of the composite plate assembly is sufficient or not is a technical problem that is difficult to predict during the process
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
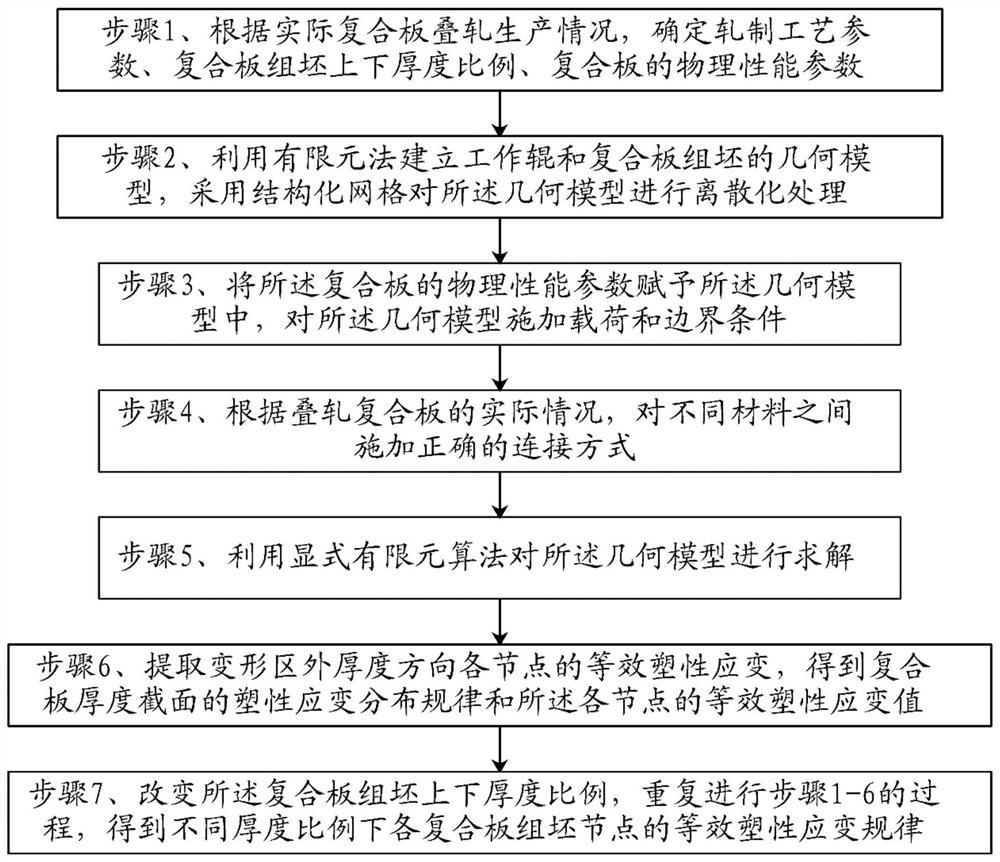
[0028] The embodiment of the present invention provides a method for predicting the deformation and penetration of the joint surface of the asymmetric billet rolled clad plate, please refer to Figure 1~6 , the method includes:
[0029] Step 1. Determine the rolling process parameters, the ratio of the upper and lower thicknesses of the composite slab blanks, and the physical performance parameters of the composite slab according to the actual composite slab stack rolling production situation;
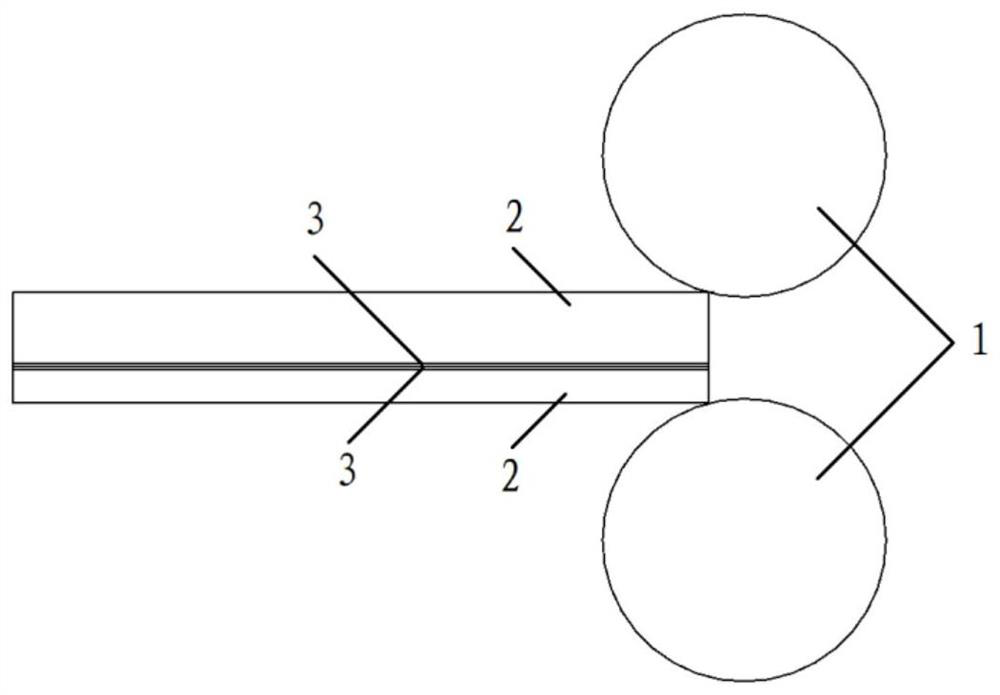
[0030] Specifically, the composite rolling process parameters include the billet size of the composite plate group, the total thickness of the rolling target, the diameter of the roll 1 of the rolling mill, the length of the roll 1, the quality of the roll 1, the speed of the track, the rotation speed of the roll 1, etc., and determine the composite The ratio of the upper and lower thicknesses of the panel blanks, the specifications of the composite board substrate 2 and the doubler bo...
Embodiment 1
[0058] Regarding the first embodiment, the embodiment of the present application also provides an implementation method for predicting the deformation penetration at the joint surface of the asymmetric billet rolled clad plate, which specifically includes:
[0059] If measured, the billet size of the composite plate assembly is: 2700mm (length) × 2400mm (width) × 430mm (thickness); the rolling target total thickness is 100mm. The roll diameter of the rolling mill: Ф1120mm, the roll length: 4600mm; the mass of a single roll is 124t, the track speed is 1.2m / s, and the roll speed: 20.8r / min, the process parameters are as follows:
[0060] Table 1 The ratio of the upper and lower thicknesses of the composite panel blanks, the specifications of the composite panel substrate and doubler panels
[0061]
[0062] Using the finite element method to establish a 2D geometric model of the composite plate assembly, such as figure 2 , the finite element model after discretization of th...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
The embodiment of the present invention provides a method for predicting the deformation and penetration of the joint surface of the asymmetric rolling composite plate, including: determining the performance parameters of the composite plate according to the actual situation; establishing a geometric model and discretizing it; Substitute into the model and apply loads and boundary conditions; select the connection method according to the actual situation; use the finite element algorithm to solve the model; extract the plastic strain distribution law and plastic strain value of each node; change the thickness ratio of the composite plate and repeat the above steps , to get the plastic strain law. It solves the technical problem in the prior art that it is difficult to predict whether the uniformity of plate shape and thickness and the deformation penetration at the joint surface are sufficient or not caused by asymmetric billet formation. The finite element numerical simulation technology has been used to study the regularity of the deformation and penetration at the joint surface of the asymmetric billet rolling composite plate, and the technical effect of whether the deformation and penetration effect can be predicted under the condition of different thickness ratio billets has been achieved.
Description
technical field [0001] The invention relates to the technical field of steel rolling technology, in particular to a method for predicting the deformation penetration at the junction surface of asymmetric billet rolled composite plates. Background technique [0002] As a new type of energy-saving and environmentally friendly materials, stainless steel and other double-metal clad steel plates are widely used in modern industries. Among them, the chemical and nuclear power industries mostly demand thick-gauge clad plates. However, due to the limitations of the size of the heating furnace and the opening of the rolling mill, The thickness of the composite plate that can be produced in the symmetrical stack rolling mode is severely limited (generally ≤40mm). In order to increase the thickness of the composite plate produced in the stack rolling mode, the researchers proposed the rolling method of asymmetric billet grouping, but the asymmetrical billet grouping brings problems suc...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.




 Login to View More
Login to View More  Login to View More
Login to View More