

Apparatus for producing injection-molded parts
a technology for producing apparatuses and parts, applied in the field of apparatuses for producing injection-molded parts, can solve the problems of significant energy consumption in relation to the temperature increase of materials, pre-dried materials, and large installation space requirements of drying plants, and achieve significant energy savings, excellent barrier characteristics, and the effect of eliminating the pre-drying step
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] The depicted embodiment is to be understood as illustrative of the invention and not as limiting in any way. It should also be understood that the drawings are not necessarily to scale and that the embodiments are sometimes illustrated by graphic symbols, phantom lines, diagrammatic representations and fragmentary views. In certain instances, details which are not necessary for an understanding of the present invention or which render other details difficult to perceive may have been omitted.
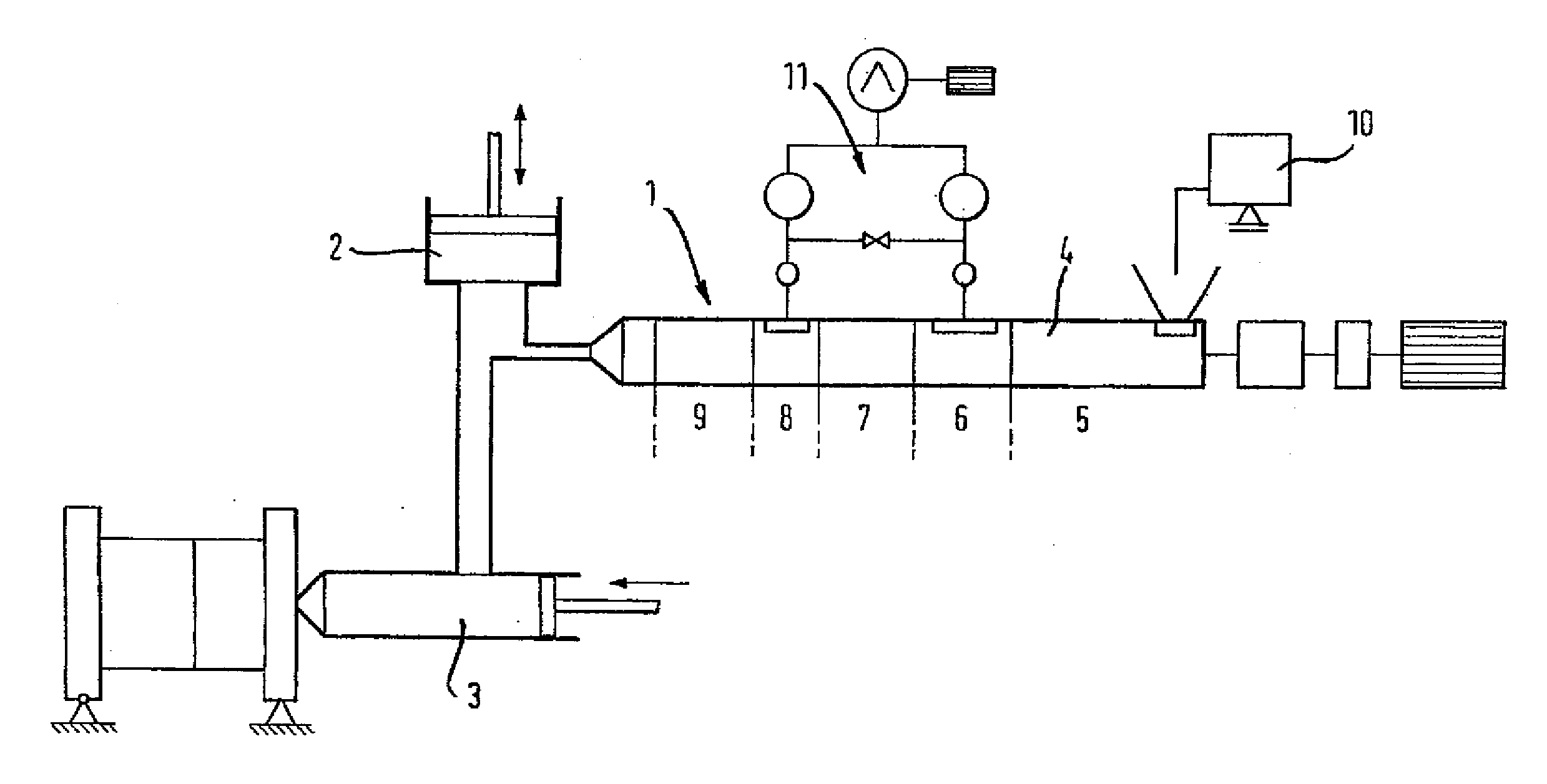
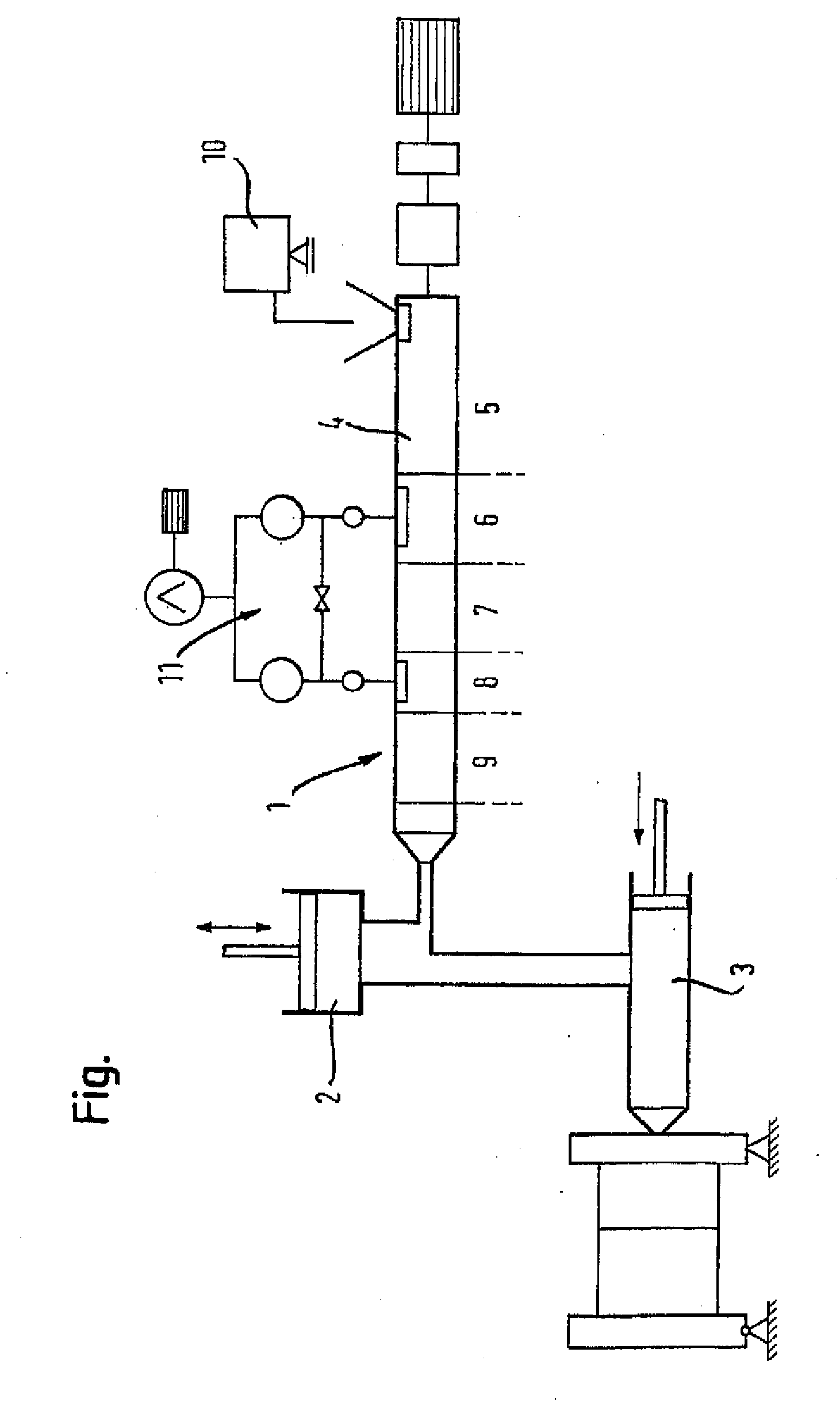
[0030] Turning now to the sole FIGURE, there is shown a schematic illustration of an exemplary embodiment of an apparatus according to the invention for producing injection-molded parts, in particular PET preforms. The apparatus includes an extruder 1 for processing and plasticizing material in granular form, in this case plastic, and a transfer reservoir 2 for receiving processed and plasticized material as well as a piston unit 3 for subsequent processing of the material. In particular...
PUM
| Property | Measurement | Unit |
|---|---|---|
| heights | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
| melt | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More