

Welding material for quickly welding and repairing defects of large-sized QT500-7 nodular cast iron parts and method
A welding material and rapid welding technology, which is applied in the direction of welding/cutting medium/material, welding medium, welding equipment, etc., can solve the problems such as difficult to deal with the defects of ductile iron castings, achieve the enhancement of weld crack resistance, reduce white spots and Effect of Crack Tendency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0048] First, the welding material for welding large QT500-7 ductile iron castings is prepared, which is composed of powders of the following components mixed uniformly by weight percentage:
[0049] Fe 2 o 3 30%, Al 27%, Na 2 CO 3 1.6%, Na 2 B 4 o 7 6%, CaF 2 6%, CaO 6%, SiO 2 1.0%, graphite 7.0%, 75Si-Fe 5.0%, 75Mn-Fe 1.0%, Ni 0.5%, Bi 0.2%, 60Si-Ca 1.2%, RE-Mg 0.5%, Q14 pig iron 7%, the total weight is 100%.
[0050] Then, using the above-mentioned prepared welding materials, implement according to the following steps:
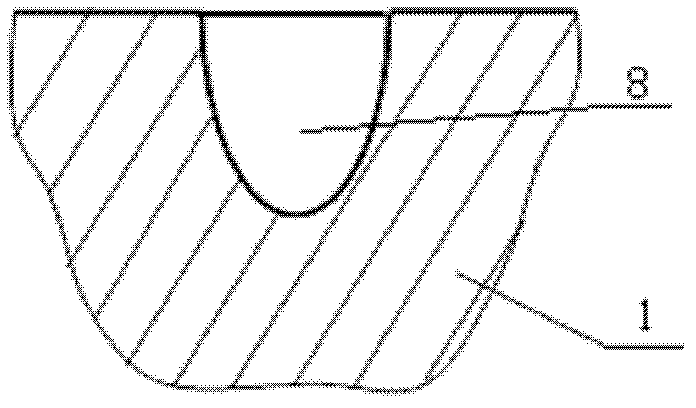
[0051] Step 1. Grinding the defective part of the defective ductile iron casting 1 to process the groove 8, such as figure 1 ;
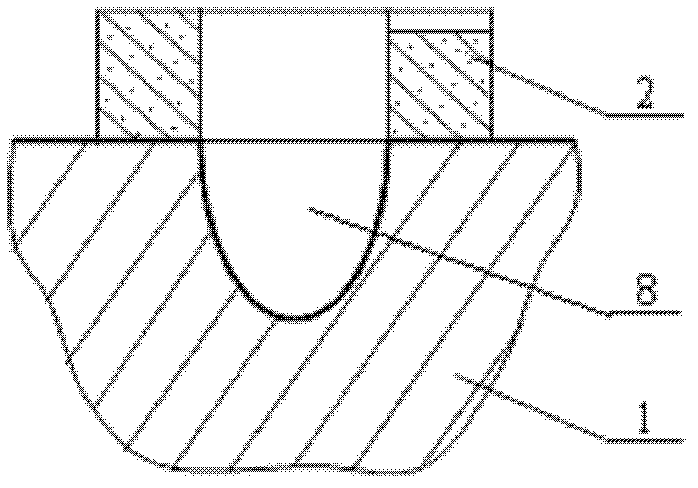
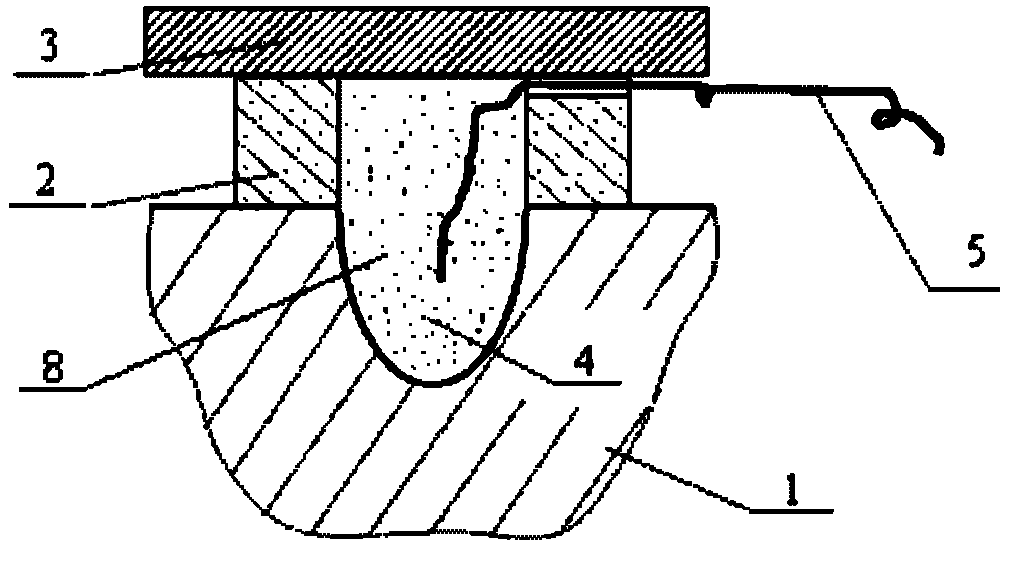
[0052] Step 2. Shape around the upper edge of the groove 8. Use molding sand or cement to build the embankment 2 along the upper periphery of the defect groove 8 to remove slag and prevent the overflow of molten metal. The upper edge of the embankment 2 needs to reserve the introduction groove of the ignition fuze 5...
Embodiment 2
[0060] First, the welding material for welding large QT500-7 ductile iron castings is prepared, which is composed of powders of the following components mixed uniformly by weight percentage:
[0061] Fe 2 o 3 33%, Al 28%, Na 2 CO 3 1.4%, Na 2 B 4 o 7 4%, CaF 2 4%, CaO 5%, SiO 2 0.5%, graphite 6.0%, 75Si-Fe 4.5%, 75Mn-Fe 1.5%, Ni 0.9%, Bi 0.1%, 60Si-Ca 1.5%, RE-Mg 0.6%, Q14 pig iron 9%, the total weight is 100%.
[0062] Then, using the above-mentioned prepared welding material, implement according to the specific steps in Example 1, and obtain the chemical composition (Wt%) of the deposited metal as: C 3.3, Si 2.67, Mn 0.50, S 0.018, P 0.045, and all The composition of the repaired QT500-7 ductile iron castings is basically the same, that is, the metallographic structure is the same. The mechanical properties of the weld metal are: tensile strength σ b It is 530MPa, the elongation δ is 6.8%, and the hardness HB is 247.
Embodiment 3
[0064] First, the welding material for welding large QT500-7 ductile iron castings is prepared, which is composed of powders of the following components mixed uniformly by weight percentage:
[0065] Fe 2 o 3 33%, Al 28%, Na 2 CO 3 1.5%, Na 2 B 4 o 7 4%, CaF 2 4%, CaO 5%, SiO 2 1.0%, graphite 7.0%, 75Si-Fe 5.0%, 75Mn-Fe 1.4%, Ni 1.0%, Bi 0.1%, 60Si-Ca 1.5%, RE-Mg 0.5%, Q14 pig iron 7%, the total weight is 100%.
[0066] Then, using the above-mentioned prepared welding material, implement according to the specific steps in Example 1, the chemical composition (Wt%) of the deposited metal obtained is: C 3.61, Si 2.74, Mn 0.50, S 0.019, P 0.046, and the The composition of the repaired QT500-7 ductile iron castings is basically the same, that is, the metallographic structure is the same. The mechanical properties of the weld metal are: tensile strength σ b It is 491MPa, the elongation δ is 7.6%, and the hardness HB is 216.
[0067] In the above embodiments, the chem...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More