

Flux-cored alloyed cast iron homogeneous gas-welding wire and electric welding rod
An alloying and cast iron technology, applied in the field of flux-cored alloyed cast iron homogeneous gas welding wire and flux-cored alloyed cast iron homogeneous electrode, can solve the problem of white mouth and crack in welding repair area, long preheating process of hot welding, The problem of high content, to achieve the effect of enhancing the crack resistance of the weld
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
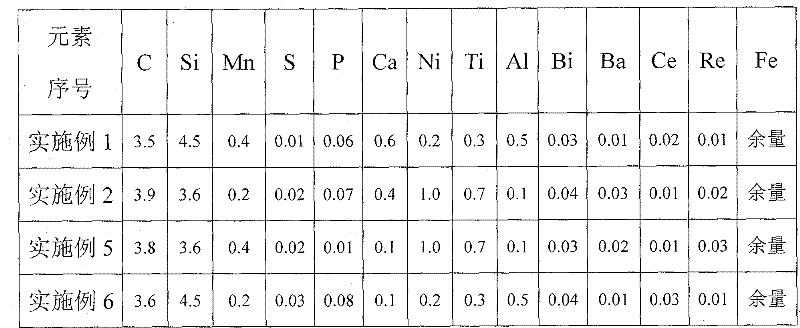
[0016] Example 1: Implement according to the following steps: First, weigh the following components by weight percentage: G 17%, 75Si-Fe 57%, Ni 15%, Ti 2%, Al 6.0%, Bi 2.1%, Ba 0.3%, Ce 0.5%, RE 0.1%, mix the various component powders weighed according to the above ratio evenly to get the flux core powder; select the H08A steel strip to cover the flux core powder, and then use it on the YHZ-1 flux cored wire forming machine The raw wire with a diameter of Φ6mm was prepared by the steel strip method, and the raw wire was drawn by a Φ5.5mm die and a Φ5.0mm second die to prepare a Φ5mm flux-cored gas welding wire.
Embodiment 2
[0017] Example 2: Implement according to the following steps: First, weigh the following components by weight percentage: G 17%, 75Si-Fe 60%, Ni 10%, Ti 4.8%, Al 5.2%, Bi 0.8%, Ba 0.1%, Ce 1.8%, RE 0.3%, mix the various component powders weighed according to the above ratio evenly to get the flux core powder; select the H08A steel strip to cover the flux core powder, and then use it on the YHZ-1 flux cored wire forming machine The raw wire with a diameter of Φ6mm was prepared by the steel strip method, and the raw wire was drawn by a Φ5.5mm die and a Φ5.0mm second die to prepare a Φ5mm flux-cored gas welding wire.
Embodiment 3
[0018] Example 3: implement according to the following steps: First, weigh the following components by weight percentage: G 15%, 75Si-Fe 60%, Ni 13.5%, Ti 2.8%, Al 4.8%, Bi 2.5%, Ba 0.2%, Ce 1%, RE 0.2%, mix the various component powders weighed according to the above ratio evenly to obtain the core powder; select the H08A steel strip to cover the core powder, and then use it on the YHZ-1 flux cored wire forming machine The raw wire with a diameter of Φ6mm was prepared by the steel strip method, and the raw wire was drawn by a Φ5.5mm die and a Φ5.0mm second die to prepare a Φ5mm flux-cored gas welding wire.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More