

Improved plow tip and manufacturing method thereof
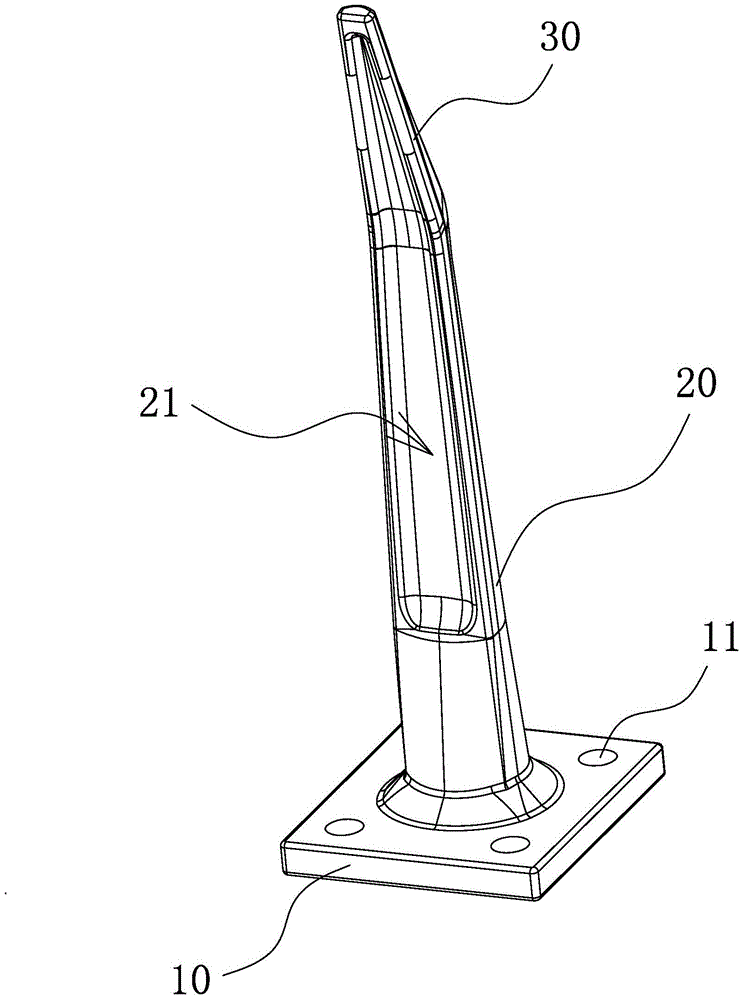
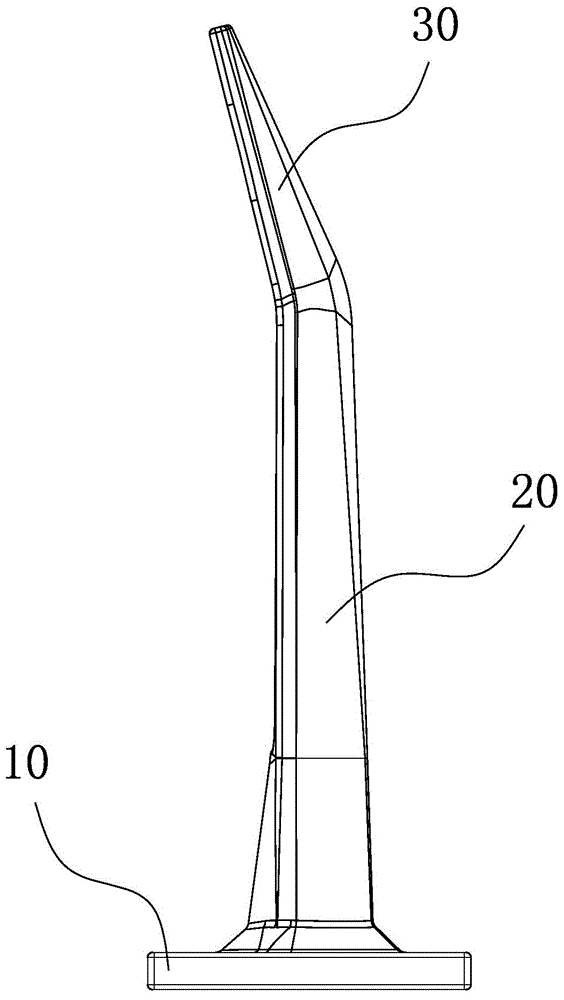
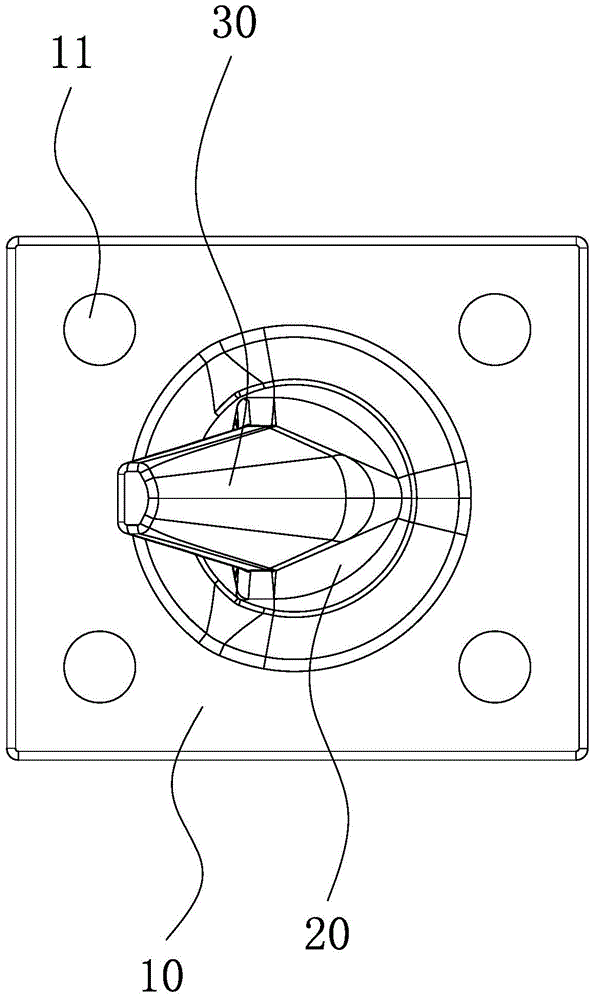
A plough tip and integrated technology, applied in the field of improved plough tip for deep loosening and soil preparation, can solve the problems of insufficient strength, low dimensional accuracy, large resistance, etc., and achieve the effects of high tensile strength, good corrosion resistance and long service life.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0042] The preparation method of described plow point comprises the steps:
[0043] S1. Melting the raw materials described in plow point at 1560-1600°C into molten steel;
[0044] S2. Pouring molten steel at 1560-1600°C into a mold baked at 850-900°C and kept warm for 0.5-1 hour. The pouring time is 8-12s. After the pouring is completed, the shell is shelled to obtain a plow point blank;
[0045] S3, cutting, grinding, polishing and cleaning the plow point blank to obtain a plow point semi-finished product;
[0046] S4. Carry out heat treatment to the plow point semi-finished product. During the heat treatment, the quenching temperature is 840-870°C, heat preservation for 1-3 hours, then tempering treatment at 380-400°C, heat preservation for 2-4 hours, and air cooling to room temperature to obtain Plow point end product.
Embodiment 1
[0048] The plow point raw material is smelted into molten steel at 1580°C; the plow point raw material alloy steel is composed of the following chemical components in mass percentages: C: 0.42%; Mn: 1.00%; Si: 0.25%; Cr: 1.10%; Mo: 0.25%; S≤0.035%, P≤0.035%;
[0049] Molten steel was poured at 1580°C into a mold baked at 880°C and kept warm for 0.8 hours. The pouring time was 10s. After pouring, the shell was shelled to obtain a plow point blank;
[0050] Cutting, grinding, polishing and cleaning the plow point blank to get the plow point semi-finished product;
[0051] Carry out heat treatment to the plow point semi-finished product, the quenching temperature is 850 ℃ in heat treatment, heat preservation 2 hours, then carry out tempering treatment at 390 ℃, heat preservation 3 hours, air cooling to room temperature, can get the plow point final product.
Embodiment 2
[0053] The plow point raw material is smelted into molten steel at 1590°C; the plow point raw material alloy steel is composed of the following chemical components in mass percentage: C: 0.43%; Mn: 0.90%; Si: 0.30%; Cr: 0.95%; Mo: 0.20%; S≤0.035%, P≤0.035%;
[0054] Molten steel was poured at 1570°C into a mold that was baked at 860°C and kept warm for 0.6 hours. The pouring time was 9s. After pouring, the plow point blank was shelled;
[0055] Cutting, grinding, polishing and cleaning the plow point blank to get the plow point semi-finished product;
[0056] The semi-finished plow point is subjected to heat treatment. During the heat treatment, the quenching temperature is 860°C, and the temperature is kept for 1 hour. Then, it is tempered at 385°C, kept for 4 hours, and air-cooled to room temperature. The final product of the plow point can be obtained.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More