Heating and air-returning device
A technology of heating device and air suction device, which is applied in the direction of spraying device, device for coating liquid on the surface, wood processing equipment, etc., and can solve the problem of waiting too long for forming and drying
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0046] Some typical embodiments embodying the features and advantages of the present invention will be described in detail in the description in the following paragraphs. It should be understood that the present invention can have various changes in different aspects, all of which do not depart from the scope of the present invention, and the descriptions and diagrams therein are used for illustration in nature, not for limiting the present invention. invention.
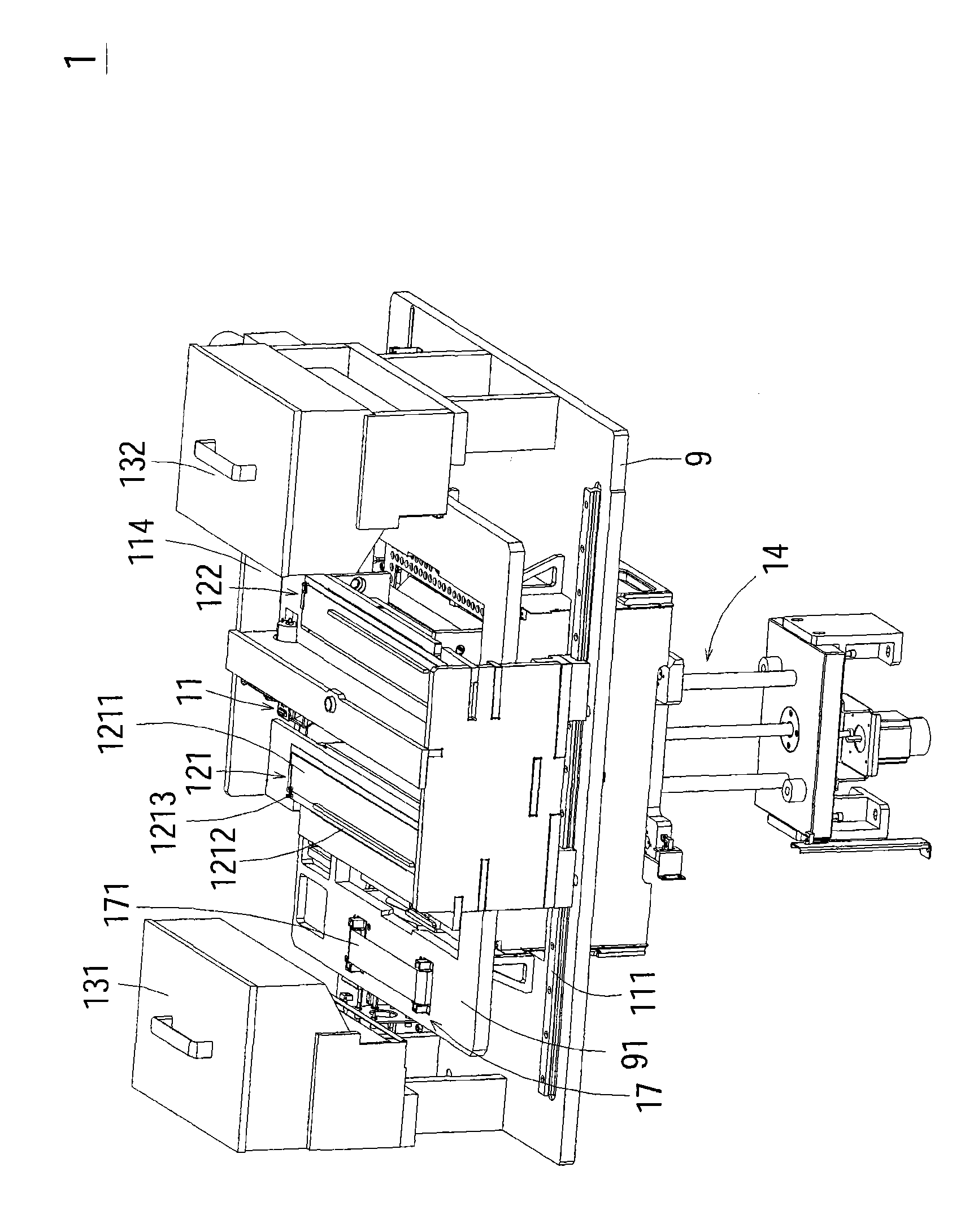
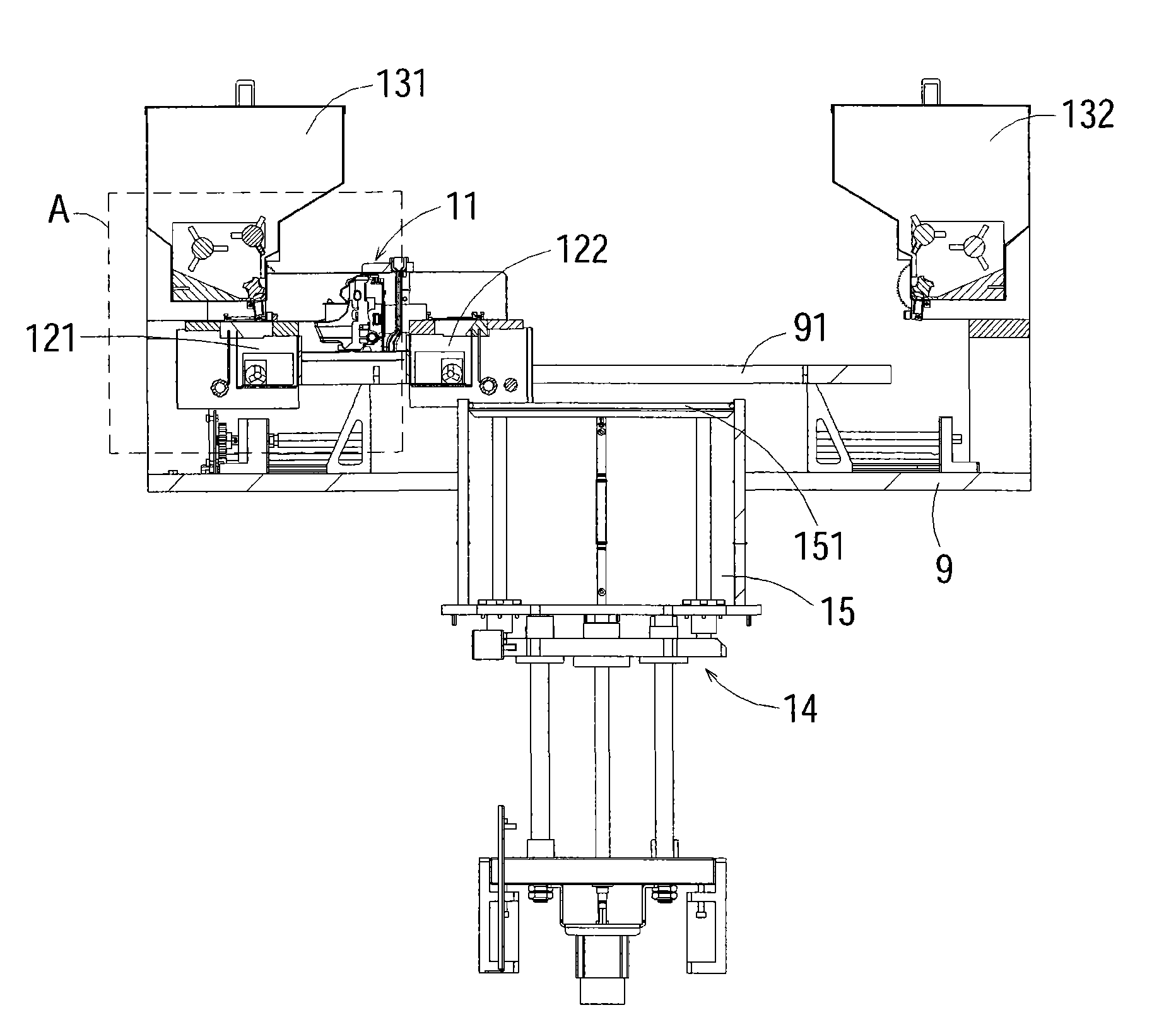
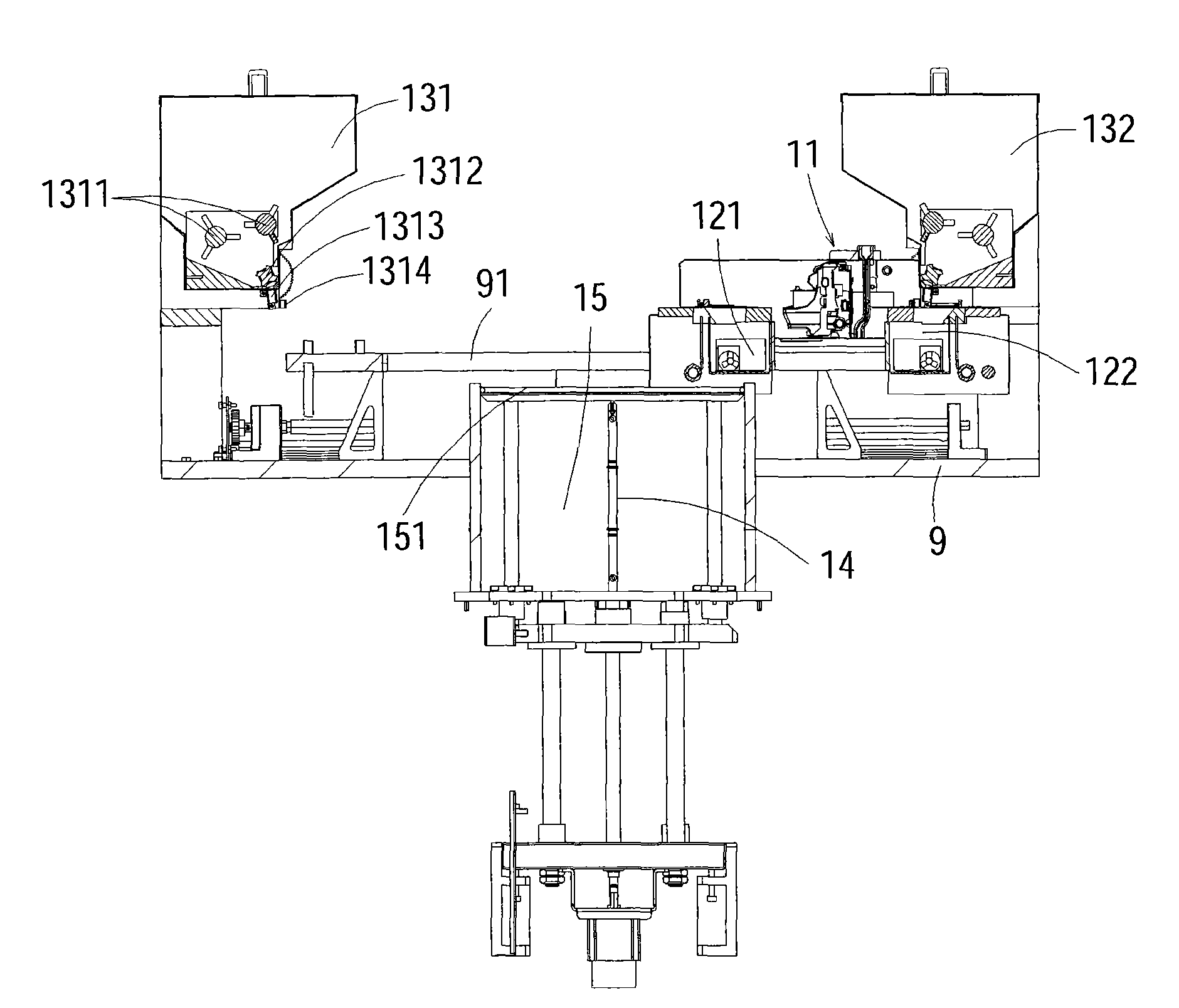
[0047] see Figure 1A and Figure 1B ,in Figure 1A It is a schematic diagram of the three-dimensional structure of the three-dimensional forming mechanism of the preferred embodiment of the present invention, Figure 1B yes Figure 1A The cross-sectional schematic diagram, such as Figure 1A As shown, the three-dimensional forming mechanism 1 of the present invention mainly constructs a printing assembly 11, a plurality of temporary powder storage tanks, a plurality of powder supply tanks, a lifting device 14 and a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More