

c02 or 80ar+c02 gas shielded basic flux cored wire
A technology of gas shielding and welding wire, applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc., which can solve the problems of low low-temperature impact toughness value of weld metal, fracture or damage of weld, and many non-metallic inclusions , to achieve high and low temperature impact toughness, less welding fumes, and fast diffusion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
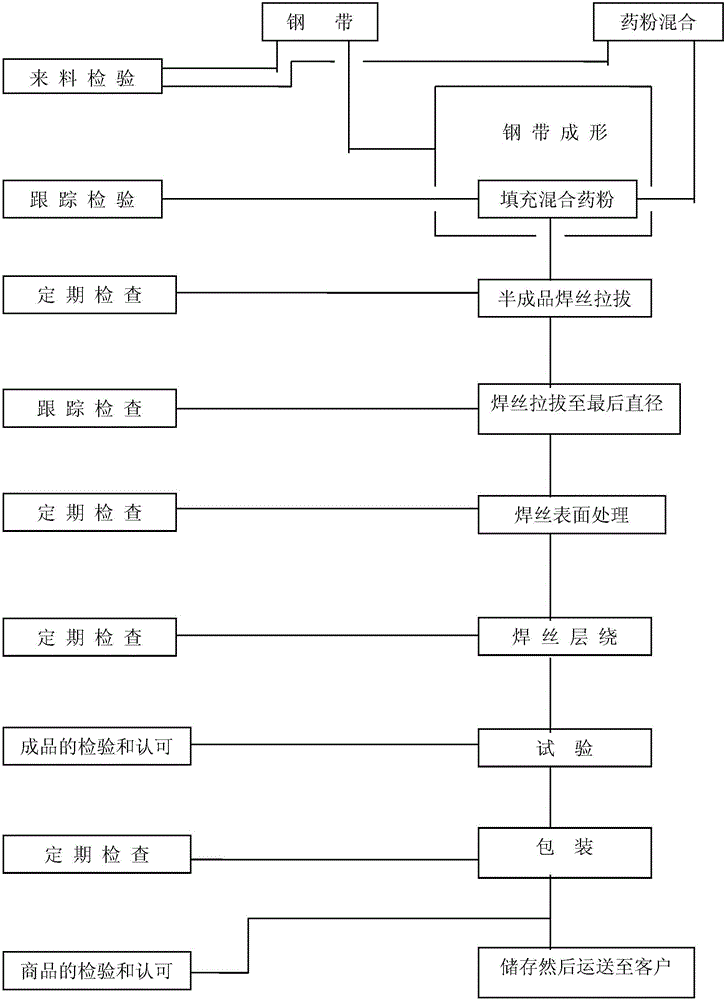
[0063] Select a steel strip with a nominal thickness of 0.80mm, cut the nominal width into a cold-rolled steel strip for flux-cored welding wire with a nominal width of 14mm, and roll it into a U-shaped groove by a forming machine. Take 100 parts of medicine core powder as an example: take 17 parts of rutile, 23 parts of silicon manganese, 35 parts of iron powder, 9 parts of nickel powder, 3 parts of aluminum magnesium, 3.5 parts of marble, 3.5 parts of fluorite, and 6 parts of ferrovanadium. Put all the raw materials into the mixer and mix for 45 minutes, then add them to the U-shaped channel steel belt, the filling rate is 17%; close the U-shaped channel so that the drug core powder is wrapped in it, and then draw and reduce the diameter through the wire drawing machine , finally making the diameter of the wire reach 1.2mm.
[0064] Sample experiment:
[0065] 1. Deposited metal specimen
[0066] For each test piece of deposited metal test, two test plates and one gasket s...
Embodiment 2
[0082] Select a steel strip with a nominal thickness of 0.80mm, cut the nominal width into a cold-rolled steel strip for flux-cored welding wire with a nominal width of 14mm, and roll it into a U-shaped groove by a forming machine. Take 100 parts of flux-cored wire as an example: take 13 parts of rutile, 30 parts of silicon manganese, 25 parts of iron powder, 8 parts of nickel powder, 6 parts of aluminum magnesium, 2 parts of marble, 2 parts of fluorite, and 14 parts of ferrovanadium. Put all the raw materials into the mixer and mix for 45 minutes, then add them into the U-shaped groove made by steel strip rolling, and the filling rate is 17%; close the U-shaped groove so that the drug core powder is wrapped in it, and then pull through the wire drawing machine Pulling out and reducing the diameter finally makes the diameter of the welding wire reach 1.2mm.
Embodiment 3
[0084] Select a steel strip with a nominal thickness of 0.80mm, cut the nominal width into a cold-rolled steel strip for flux-cored welding wire with a nominal width of 14mm, and roll it into a U-shaped groove by a forming machine. Take 100 parts of flux-cored wire as an example: take 24% rutile, 26 parts silico-manganese, 25 parts iron powder, 5 parts nickel powder, 5 parts aluminum-magnesium, 5 parts marble, 5 parts fluorite, and 5 parts ferrovanadium. Put all the raw materials into the mixer and mix for 45 minutes, then add them to the U-shaped channel steel belt, the filling rate is 17%; close the U-shaped channel so that the drug core powder is wrapped in it, and then draw and reduce the diameter through the wire drawing machine , finally making the diameter of the wire reach 1.2mm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More