

Method for forming a short-radius bend in flanged sheet metal member
a technology of flanged sheet metal and short-radius bend, which is applied in the direction of metal-working apparatus, construction, building construction, etc., can solve the problems of excess material, unsightly wrinkling, and other portions of sheet metal members stretching
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
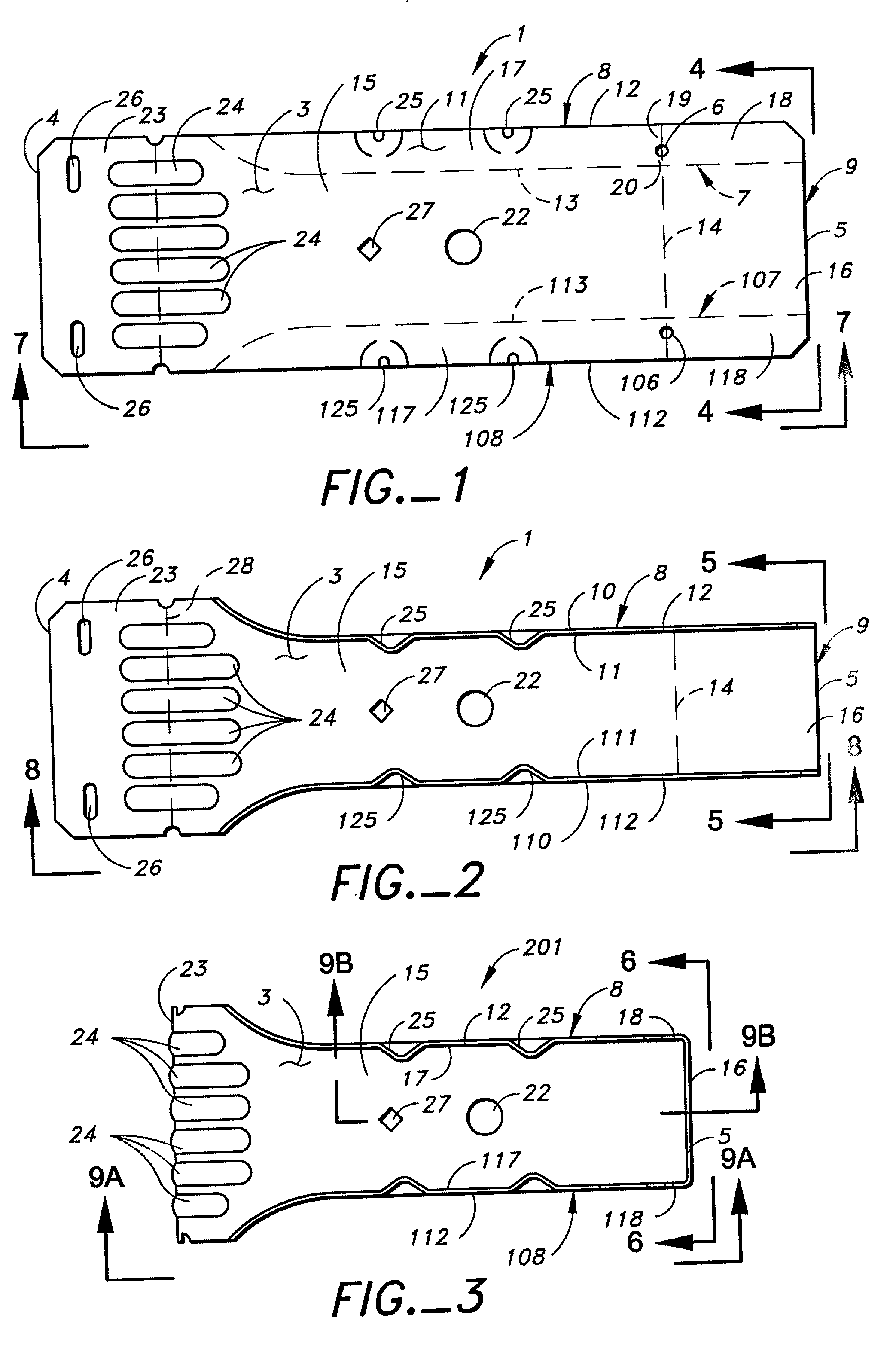
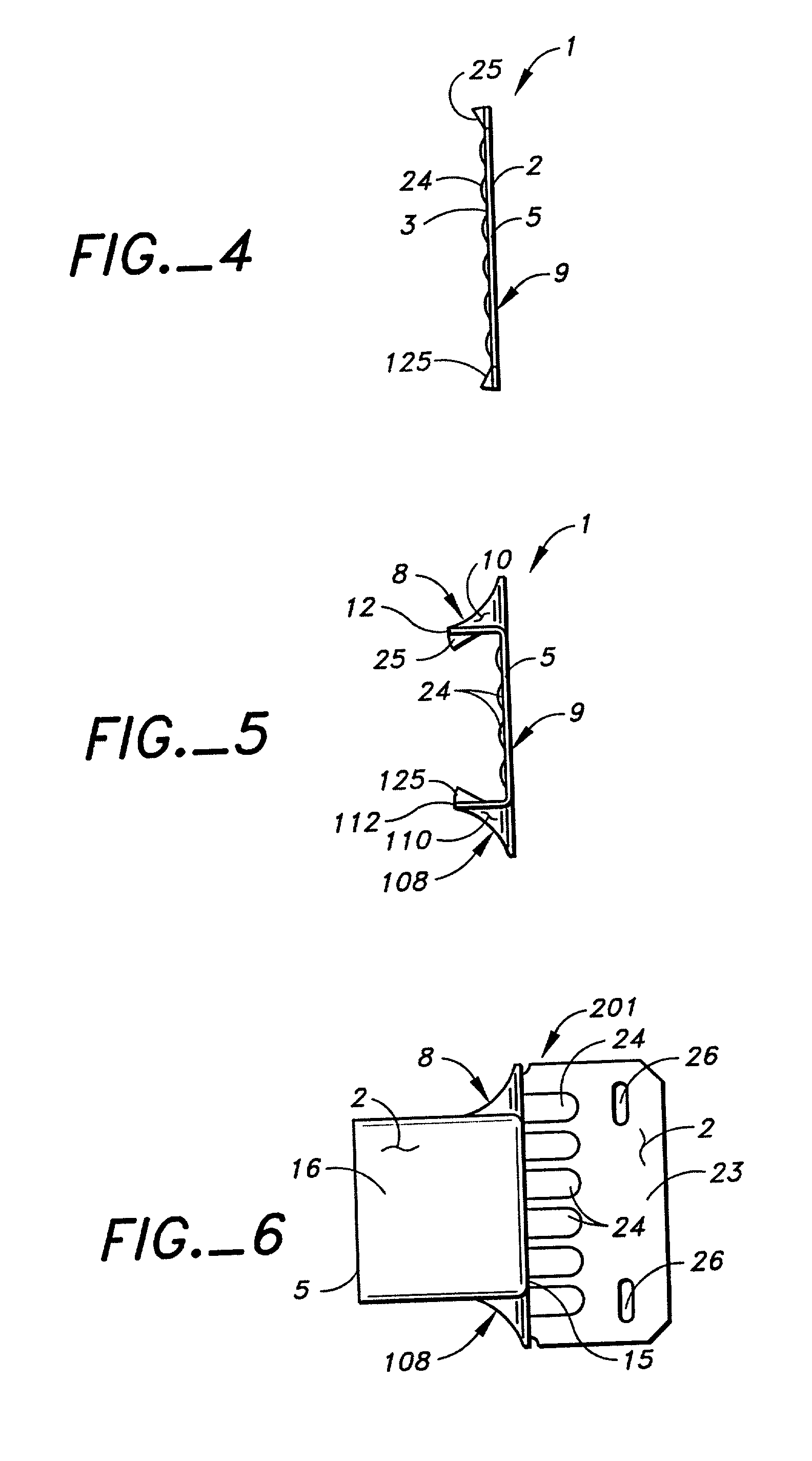
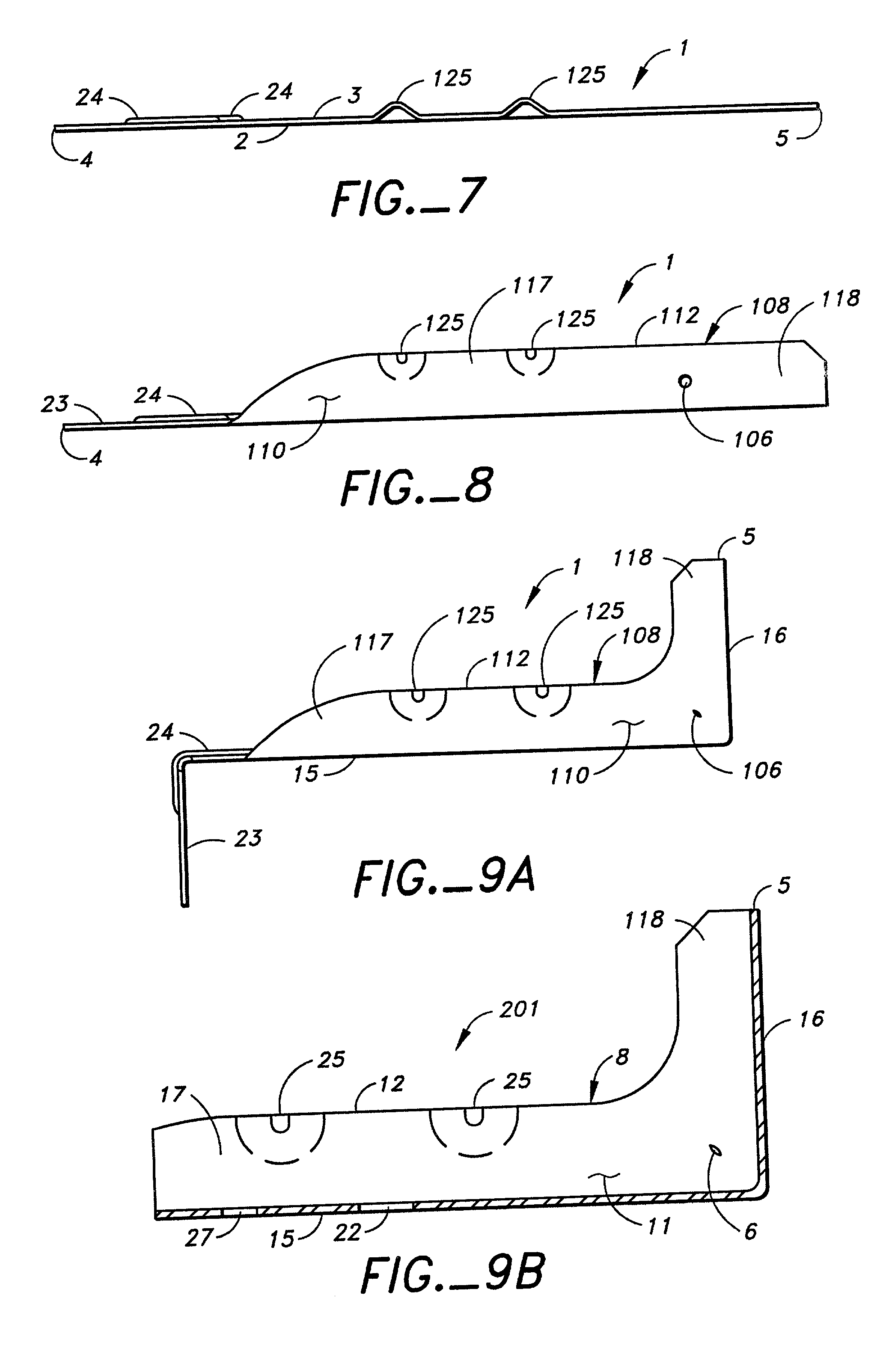
[0051] With reference to FIG. 1, the method of the present invention is performed on a piece 1 of bendable sheet material having a distal side 2, a proximal side 3 and first and second ends 4 and 5. In the first step of the process, a closed perimeter opening 6 is formed in the piece 1. The closed perimeter 6 opening has a first shape.
[0052] Next the piece 1 is bent along a flange bend line 7 so that the piece 1 adopts a first intermediate position. See FIG. 2. The flange bend line 7 divides the piece 1 into a flange 8 that contains the closed perimeter opening 6 and a web 9 to the other side of said flange bend line 7. The flange 8 has distal and proximal sides 10 and 11 corresponding to the distal and proximal sides 2 and 3 of the piece 1. The flange 8 also has a top 12 disposed away from the flange bend line 7 and a bottom 13 coincident with the flange bend line 7.
[0053] To complete the inventive method, the web 9 is bent along a transverse bend line 14 that divides the web 9 int...
PUM
| Property | Measurement | Unit |
|---|---|---|
| pressure | aaaaa | aaaaa |
| pressure | aaaaa | aaaaa |
| angles | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More