Power Supply Device For Arc Welding And Control Method Of Power Supply Device For Arc Welding
A technology of arc welding and power supply device, which is applied in the direction of arc welding equipment, welding equipment, manufacturing tools, etc., which can solve the problems of reduced welding performance and hindrance of welding continuity, and achieve good arc welding effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 Embodiment approach
[0043] Hereinafter, the first embodiment of the power supply device for arc welding and the control method of the power supply device for arc welding will be described.
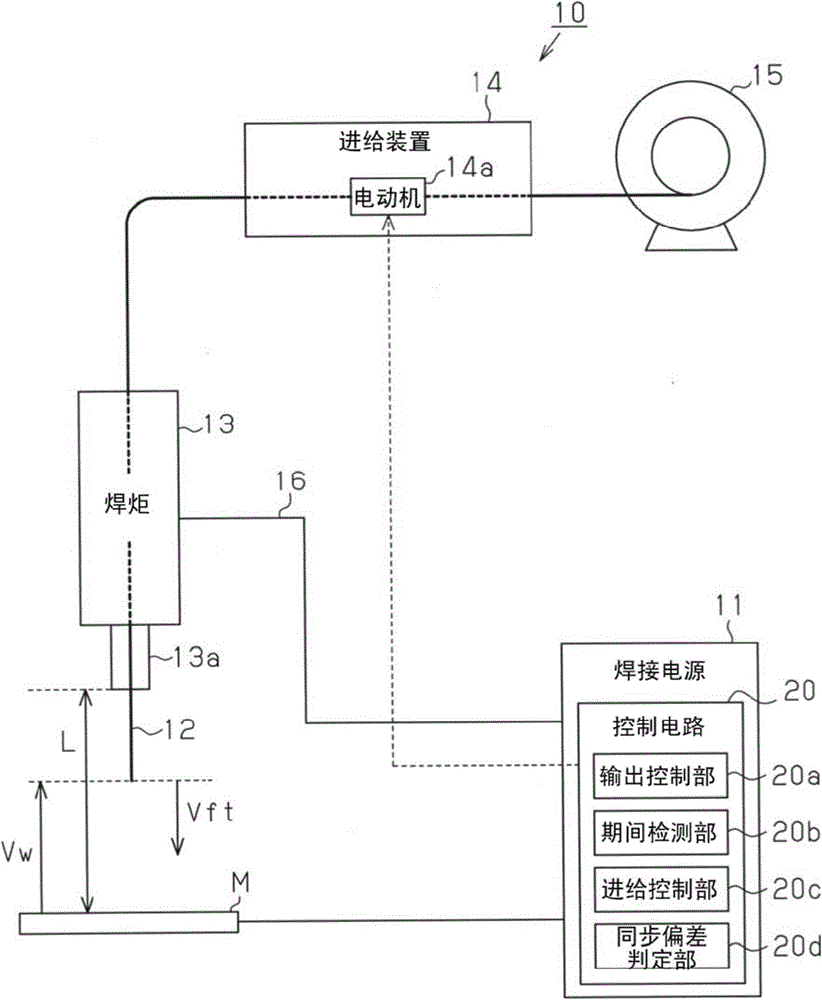
[0044] like figure 1 As shown, as an arc welding machine 10, it is equipped with: a power supply device 11 for arc welding that generates output power suitable for arc welding; a welding torch 13 for supplying and maintaining power supply to a welding wire 12 as a discharge electrode that generates an arc; A feeding device 14 for feeding the welding wire 12 ; and a welding wire holder 15 around which the welding wire 12 is wound.
[0045] The welding torch 13 is connected to a power supply device 11 via a cable 16 and receives power from the power supply device 11 . The welding torch 13 includes a power supply tip 13 a for supplying power to the welding wire 12 . The power supply terminal 13 a allows the feeding operation of the welding wire 12 and makes electrical contact to supply the output power generat...
no. 2 Embodiment approach
[0075] Hereinafter, the second embodiment of the power supply device for arc welding and the control method of the power supply device for arc welding will be described.
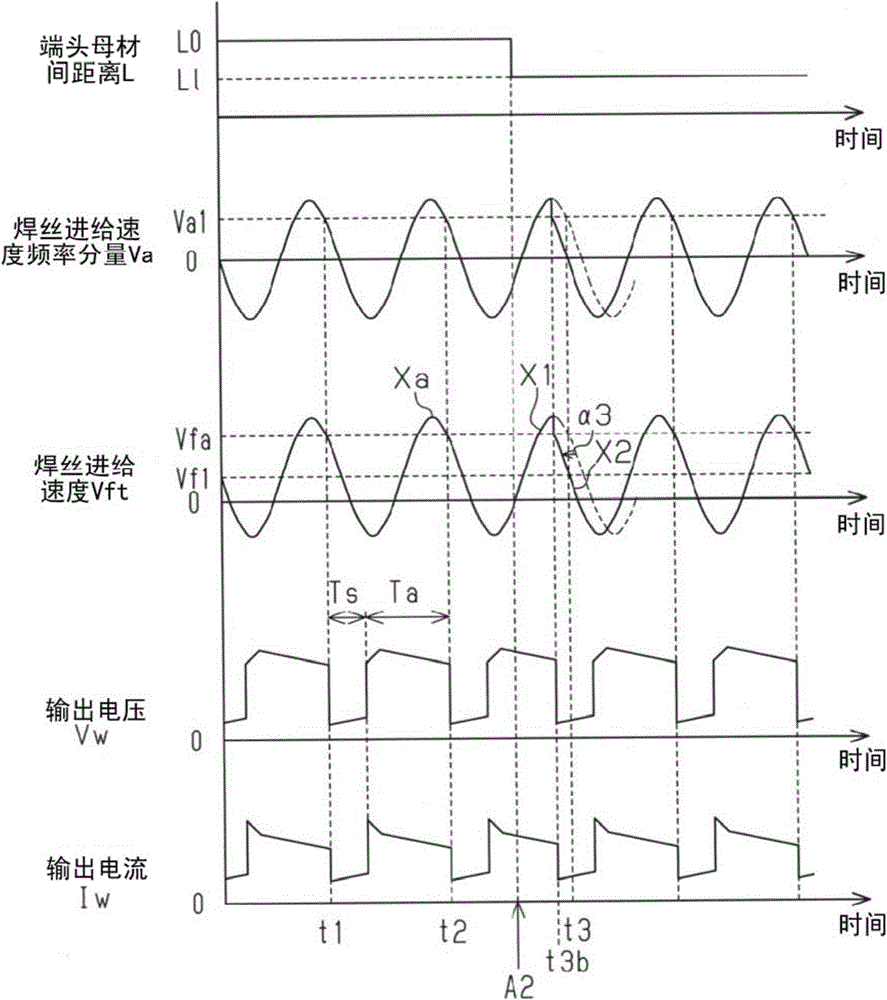
[0076] In this embodiment, the control method of the feed control part 20c of the control circuit 20 is different from the previous 1st Embodiment. In the first embodiment, the phase adjustment (fixed amplitude) of the feed speed Vft of the welding wire 12 on the change curve Xa is performed, but the present embodiment is a control method in which the feed speed Vft of the welding wire 12 is adjusted on the change curve Xa. Amplitude adjustment (phase fixed).
[0077] "When the distance L between the terminal base metals is extended"
[0078] Such as Figure 4 As shown, when the deviation between the actual time t3a and the original time t3 of switching to the short-circuit period Ts exceeds the allowable range, and the actual time t3a is slower than the original time t3, the synchronization deviation dete...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



