

Forced broadsiding control method for rough rolling process in completely continuous hot rolling
A fully continuous and wide-spreading technology, applied in the direction of rolling mill control devices, metal rolling, metal rolling, etc., can solve the problems of small width specifications of continuous casting slabs and cannot cover product width specifications, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0068] An embodiment of the present invention will be further described below in conjunction with the accompanying drawings.
[0069] In the embodiment of the present invention, select rolling steel type: Q235B
[0070] The incoming material width is 380mm, the incoming material thickness is 165mm, the R5 exit thickness is 35mm, the R5 exit rolling speed is 2.0m / s, the target width is 500mm, and the target width thermal state value is 507.7mm. The rolling mill rigidity of R1~R5 is 3000kN / mm.
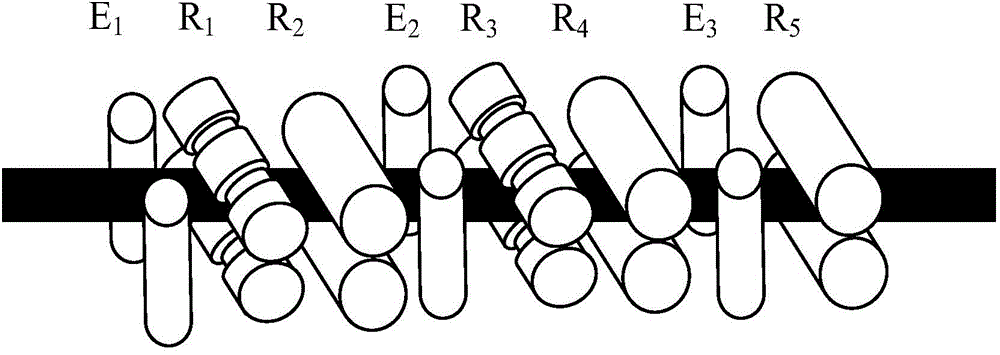
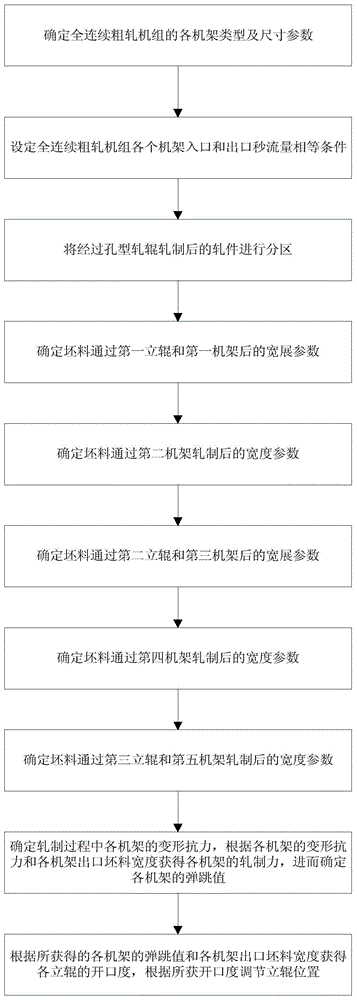
[0071] In the embodiment of the present invention, the forced widening control method of the rough rolling process in the full continuous hot rolling, such as figure 2 As shown, the method adopts a full continuous roughing mill, and the method flow chart is as follows image 3 shown, including the following steps:
[0072] Step 1. Determine the type and size parameters of each stand of the full continuous roughing mill, specifically:
[0073] Set the first stand R1 and the third sta...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More