

Steel bar fusion channel wall rod welding method
A welding method and technology for bar welding, applied in welding equipment, welding/welding/cutting items, arc welding equipment, etc., can solve the problems of low production efficiency, affecting welding quality, unstable welding quality, etc., to improve production efficiency , Improve welding speed and work efficiency, reduce the effect of manpower
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment approach
[0037] First, prepare the machine tools and welding materials:
[0038] ① Welding equipment selects NB-350 inverter CO with good characteristics 2 Gas shielded welding machine;
[0039] ②The welding wire is ER501T-1 diameter 1.2mm flux core CO 2 Gas shielded welding wire.
[0040] Secondly, the pairing of welding test pieces is carried out:
[0041] ① Welding test pieces use Φ25mm HRB335 with 1 two steel bars and 2 35mm angle steel backing plates;
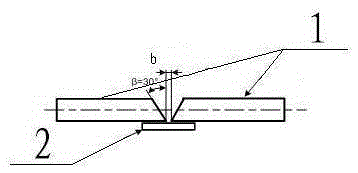
[0042] ② if figure 1 As shown in the schematic diagram of the pairing position of the grooves of the two sections of steel bars, the two steel bars 1 and one angle steel are arranged according to figure 1 way levels are grouped together, figure 1 Where b is 3-5㎜;
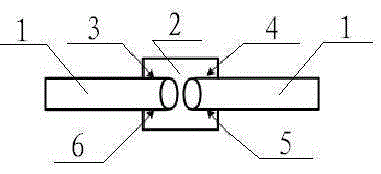
[0043] ③Choose ER501T-1 diameter 1.2mm core CO 2 Gas shielded welding wire, according to figure 2 4 sections of 10-20mm long tack welding are performed at the positions shown.
[0044] Finally, design welding levels and parameters
[0045] ①Butt welding bead ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More