

A Pass Transfer Control Method Adaptive to Rolling Force for Reversing Rolling Mills
A control method and rolling force technology, applied in the field of control, can solve problems such as large fluctuations in the calculation results of collected data, fluctuations in strip strength, and out-of-tolerance problems, so as to improve rolling stability and thickness control accuracy, and reduce thickness overshoots. The difference length and the effect of improving the calculation accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
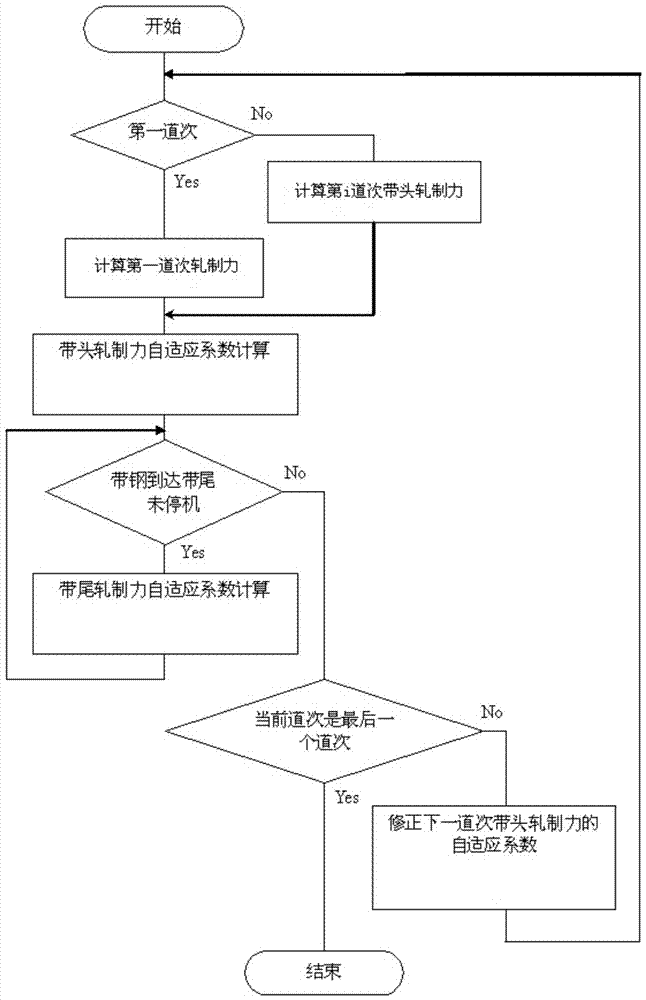
[0081] When producing strips of a certain material specification in batches, a reversible rolling mill of the present invention uses a rolling force adaptive pass transfer control method to complete the calculation of the rolling force adaptive coefficient of the head and tail of the coil, And use these coefficients to complete the control steps of rolling force adaptive coefficient transmission between passes, and its various embodiments are as follows:
[0082] 1st pass:
[0083] 1) Calculation of the setting value of rolling force at the head
[0084] P 1 =P C1 ·CP H1 -1 =643*0.9874=635(ton)
[0085] 2) Calculation of adaptive coefficient of rolling force at the head
[0086] P HA1 =632(ton)
[0087] P CHA1 =638(ton)
[0088]
[0089] CP H1 -1 =0.9874
[0090] CP H1 =0.9874+0.5*(0.9906-0.9874)=0.9890
[0091] 3) Calculation of adaptive coefficient of strip tail rolling force
[0092] When the tail of the strip is decelerated and reaches the strip threadin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More