Titanium plate shape control method
A technology of plate shape control and titanium plate, applied in the field of metallurgy, can solve the problems of buckle head, many waste products, waste products, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0062] In this example, the titanium plate Ti3111 is rolled, and the roll number is 99A109001.
[0063] The billet specifications are: thickness 172mm, width 1078mm, length 8040mm; rough rolling outlet thickness 35mm, finished rolling specifications: thickness 5.2mm, width 1084mm, target temperature 690℃.
[0064] The titanium plate blank is heated in a trolley furnace, and the target release temperature is 880 °C.
[0065] 1) Calculation of rough rolling parameters:
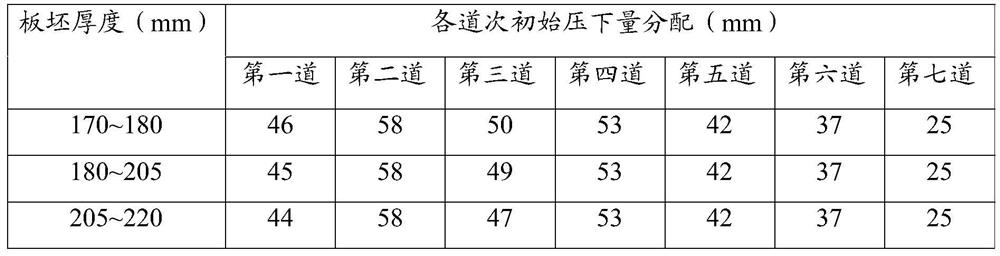
[0066] The thickness of the blank is 172mm. According to Table 1, the initial reductions (mm) of the seven passes are determined to be 46, 58, 50, 53, 42, 37, and 25, respectively. The total side pressure is -6mm. According to Table 2, the maximum side pressure (mm) of the 1st, 3rd, 5th, and 7th passes is determined as: 5, 10, 10, and 10, respectively. The rolling parameters of rough rolling are as follows:
[0067]
[0068] Note: Setting pressure refers to calculating pressure, and setting roll gap refers...
Embodiment 2
[0077] In this example, a titanium plate TA3 is rolled, and the roll number is 99A139502.
[0078] The billet specifications are: thickness 201mm, width 1138mm, length 7110mm; rough rolling outlet thickness 35mm, finished rolling specifications: thickness 7.0mm, width 1132mm, target temperature 690℃.
[0079] The titanium plate blank is heated in a trolley furnace, and the target release temperature is 880 °C.
[0080] 1) Calculation of rough rolling parameters:
[0081] The thickness of the blank is 201mm. According to Table 1, the initial reductions (mm) of the seven passes are determined to be 45, 58, 49, 53, 42, 37, and 25, respectively. The total side pressure is 6mm. According to Table 2, the maximum side pressure (mm) of the 1st, 3rd, 5th, and 7th passes is determined as: 20, 20, 20, and 15, respectively. The rolling parameters of rough rolling are as follows:
[0082]
[0083] Note: Setting pressure refers to calculating pressure, and setting roll gap refers to c...
Embodiment 3
[0092] In this example, a titanium plate TA1 is rolled, and the roll number is 99B100101.
[0093] The billet specifications are: thickness 209mm, width 1235mm, length 8001mm; rough rolling outlet thickness 35mm, finished rolling specifications: thickness 8.1mm, width 1220mm, target temperature 690℃.
[0094] The titanium plate blank is heated in a trolley furnace, and the target release temperature is 880 °C.
[0095] 1) Calculation of rough rolling parameters:
[0096] The thickness of the blank is 209mm. According to Table 1, the initial reductions (mm) of the seven passes are determined to be 44, 58, 47, 53, 42, 37, and 25, respectively. The total side pressure is 15mm. According to Table 2, the maximum side pressure (mm) of the 1st, 3rd, 5th and 7th passes is determined as: 25, 30, 20 and 20 respectively. The rolling parameters of rough rolling are as follows:
[0097]
[0098] Note: Setting pressure refers to calculating pressure, and setting roll gap refers to cal...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com