

Method and equipment for production of a pinch line free liner
a production method and technology of a pinch line, applied in the field of pinch line free liner production, can solve the problems of unsatisfactory, uneven outer surface of the moulded object, and the reliability of the container, and achieve the effect of reducing or eliminating the presence of one or more pinch lines
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0061]The present invention is explained in further detail with reference to the enclosed figures illustrating an embodiment of the invention. The same reference signs are used to refer to the same elements illustrated in different drawings.
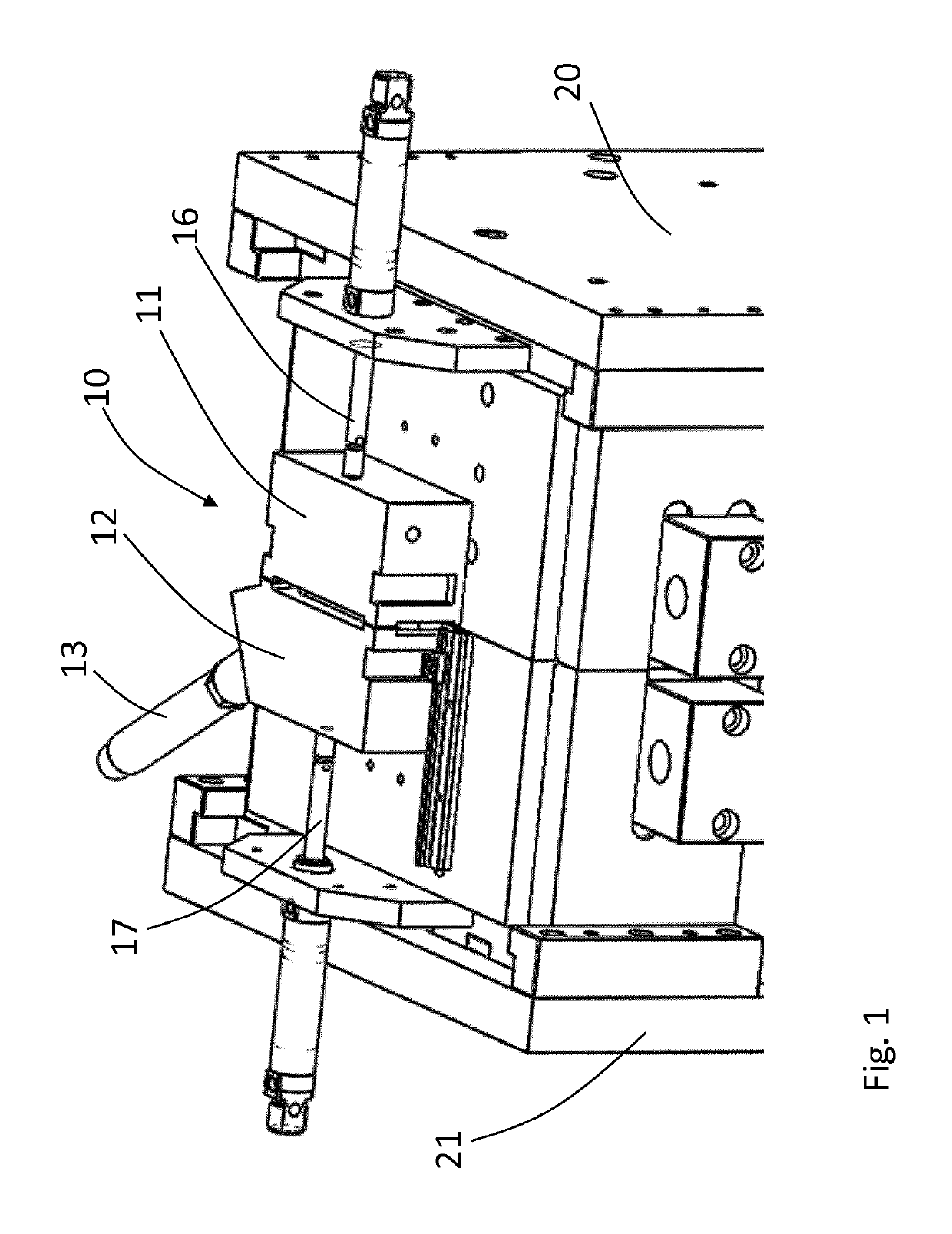
[0062]FIG. 1 illustrates a perspective view of a top section of moulding equipment for preforming the method according to the present invention. Two mould parts 20 and 21 form a moulding cavity, not visible in this illustration. The moulding cavity defines the form of the blow moulded liner. An opening for arrangement of a parison within the moulding cavity is arranged between the two mould parts 20 and 21 at the top of the moulding cavity. The opening is covered by a shutter system 10 comprising a first shutter element 11 and a second shutter element 12. The first and second shutter elements 11 and 12 are arranged to be movable towards each other to a closed position as illustrated on FIG. 1 and to be movable away from each other to an open posi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| circumference | aaaaa | aaaaa |
| volume | aaaaa | aaaaa |
| pressure | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More