

A ceramizing treatment process of pipe surfaces
A treatment process and ceramization technology, which is applied in the field of ceramization treatment process on the surface of pipe fittings, can solve the problems of difficult process, large thermal influence of the substrate, difficult post-processing of the ceramic coating, etc., and achieves convenient use, uniform high temperature resistance, temperature and concentration. Basically constant effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] Example 1: First, hot-dip aluminizing the inner and outer surfaces of 45# steel pipe fitting 2 with an inner diameter of Φ50 mm, immerse the 45# steel pipe fitting 2 in molten aluminum, and control the temperature of the molten aluminum at 690-710°C, and heat-dip the 45# steel pipe Part 2 rotates and moves up and down, and the hot-dip aluminum plating time is about 20 minutes, forming a 75μm Fe-Al alloy layer and an 80μm pure aluminum layer on the surface of the pipe;
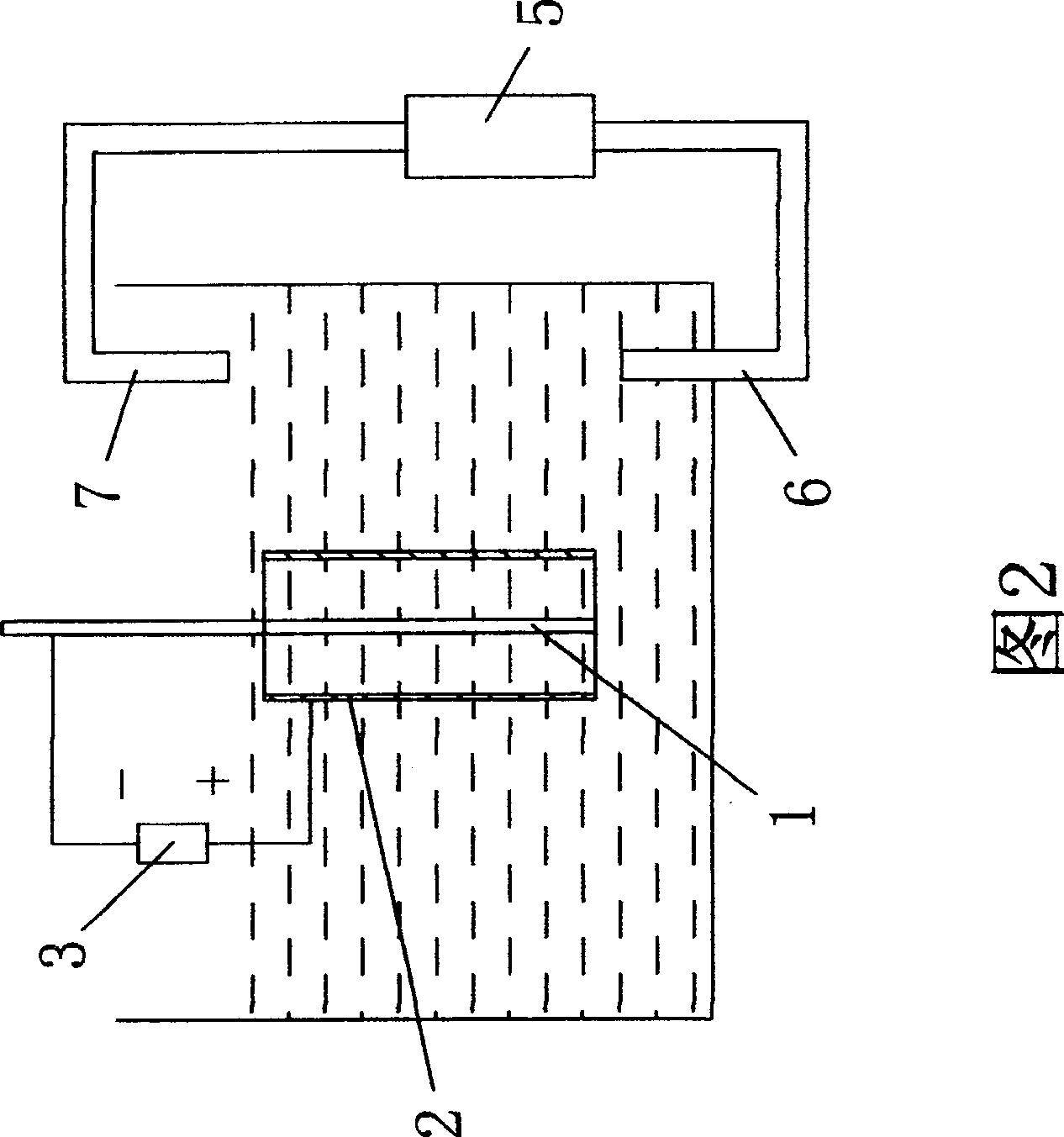
[0027] Then, as shown in Figure 2, the 45# steel pipe fitting 2 that has been hot dipped and aluminized is vertically fixed by the full immersion method, and then immersed in the treatment liquid in the treatment tank as a whole, and the electrode rod 1 is placed in the center of the inner cavity of the pipe fitting 2 , then connect the electrode rod 1 to the negative pole of the pulsed DC power supply 3, and the pipe fitting 2 to the positive pole of the pulsed DC power supply 3, apply a voltage to the p...
Embodiment 2
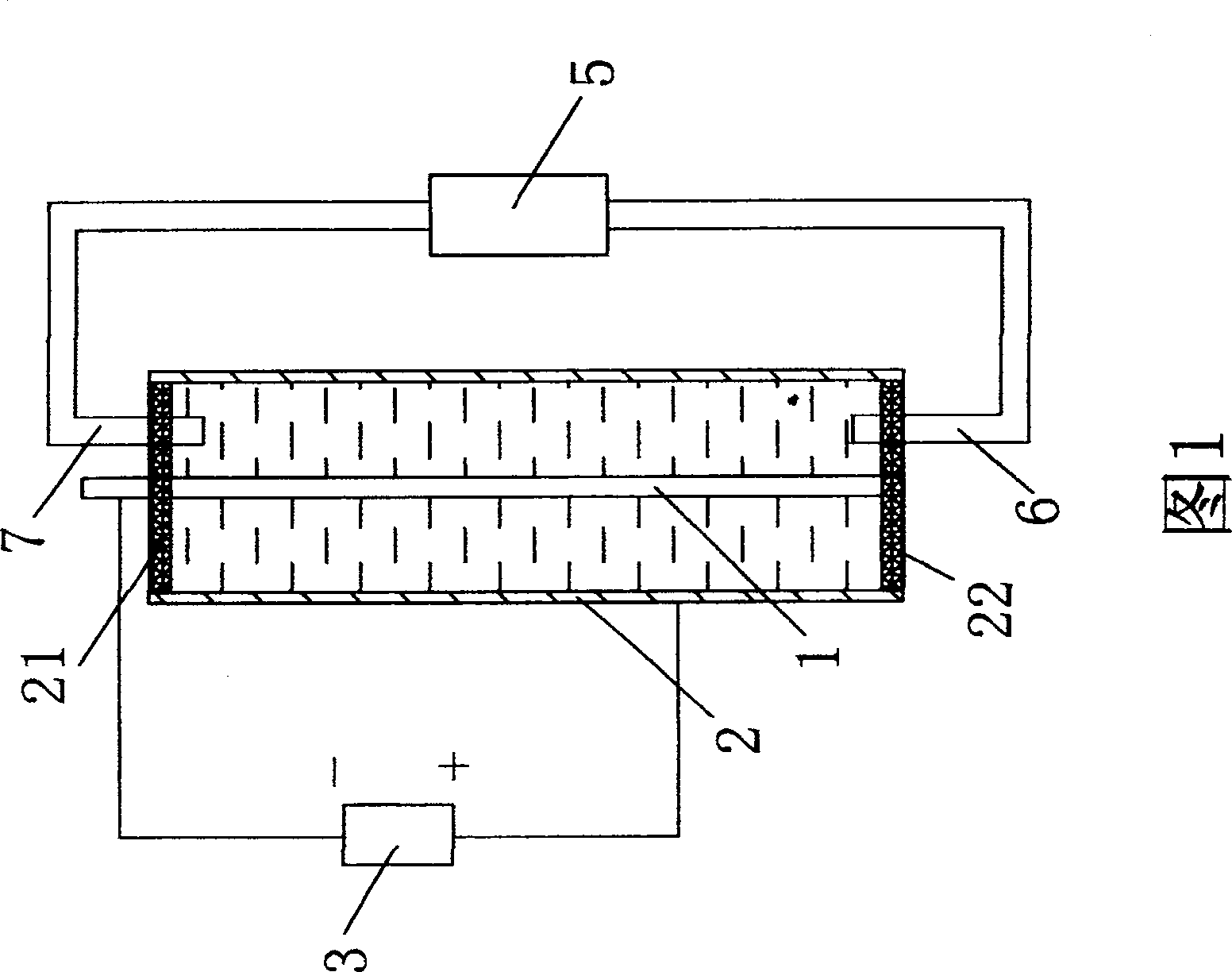
[0029] Embodiment 2: First, a magnesium layer with a thickness of about 50 μm is pre-deposited by PVD on the inner and outer surfaces of a polyvinyl chloride pipe fitting 2 with an inner diameter of Φ50 mm. The polyvinyl chloride pipe fitting 2 is vertically fixed and immersed in the treatment solution in the treatment tank as a whole, the electrode rod 1 is placed in the center of the inner cavity of the pipe fitting 2, and then the electrode rod 1 is connected to the negative electrode of the pulsed DC power supply 3 to prepare a magnesium valve metal layer The polyvinyl chloride pipe fitting 2 is connected to the positive pole of the pulsed DC power supply 3, and the voltage is applied to the pipe fitting 2 through the pulsed DC power supply 3, and the voltage value is gradually adjusted to maintain a constant current density of 0.02A / cm 2 The processing time is 30 to 50 minutes. Under the action of the electrode rod 1, a ceramic layer is grown on the inner and outer surface...
Embodiment 3
[0031]Embodiment 3: First, hot-dip aluminizing is performed on the inner and outer surfaces of the copper pipe fitting 2 with an inner diameter of Φ20 mm, and a 150 μm pure aluminum layer is formed on the surface of the copper pipe fitting;
[0032] Then, as shown in Figure 2, adopt the full immersion method to vertically fix the hot-dip aluminized copper pipe fitting 2 and immerse it in the treatment liquid in the treatment tank as a whole, place the electrode rod 1 in the center of the inner cavity of the pipe fitting 2, Then connect the electrode rod 1 to the negative pole of the pulsed DC power supply 3, and connect the pipe fitting 2 to the positive pole of the pulsed DC power supply 3, apply a voltage to the pipe fitting 2 through the pulsed DC power supply 3, and gradually adjust the voltage value to maintain a constant current density of 0.02A / cm 2 , the processing time is 30 to 50 minutes. Under the action of the electrode rod 1, a ceramic layer is grown on the inner a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More