

Control method of lateral thick difference of cold-rolling strip steels
A technology of lateral thickness difference and control method, applied in the direction of rolling force/roll gap control, metal rolling, profile control, etc. The effect of ensuring stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0110] Below is an actual embodiment of the present invention, realizes the lateral thickness difference feed-forward control of incoming strip steel in the first stand of a five-stand tandem cold rolling mill, specifically as follows:
[0111] 1. The hardware configuration scheme of the special measuring instrument for lateral thickness difference
[0112] Arrange a profiler at the entrance of the five-stand cold rolling mill, see Figure 4 .
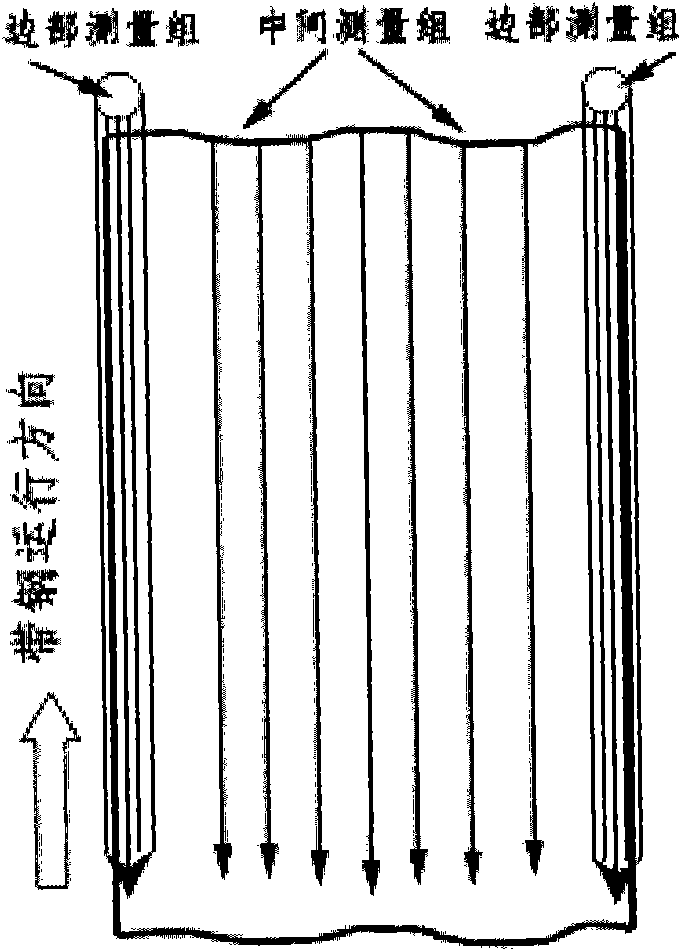
[0113] The distribution of the measurement points of the profiler, the configuration scheme of the proposed measurement points is as follows: (see figure 2 )
[0114] The maximum width of the strip is 1300mm, the measurement distance G of the edge measurement group 1 =15mm (average), number N 1 =15; the measurement distance G of the middle measurement group 2 =80mm, then the number of intermediate measurement points N 2 is calculated as follows:
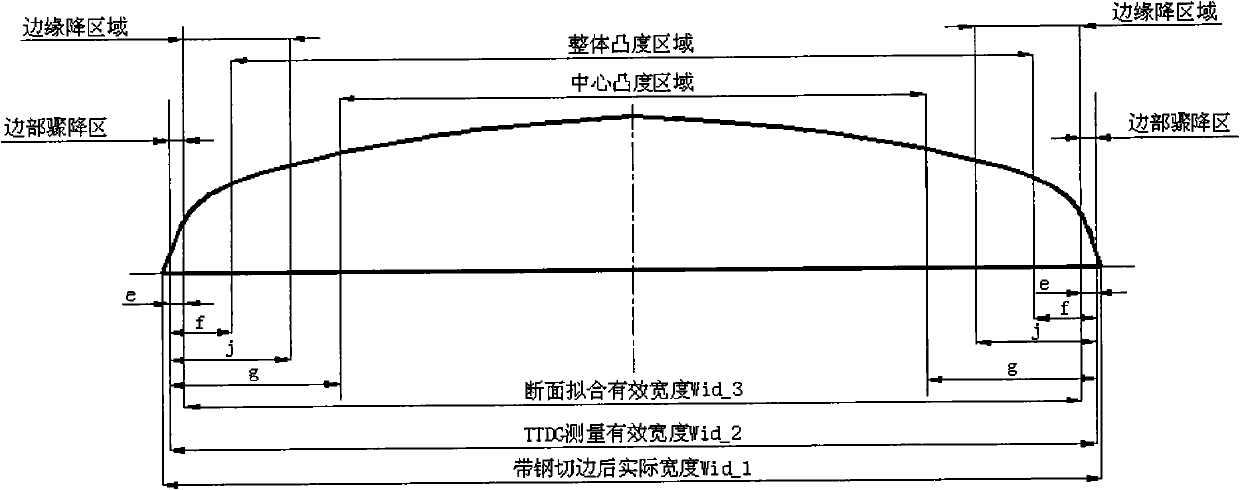
[0115] The maximum effective measuring width of the strip is B max , where B ma...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More