

Control method of lateral thick difference of cold-rolling strip steels
A technology of lateral thickness difference and control method, applied in the direction of rolling force/roll gap control, metal rolling, profile control, etc., can solve the problems of frequent adjustment of feedback control of the end stand, lack of reasonable division of labor, etc., to ensure stability , the effect of improving quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0106] Below is an actual embodiment of the present invention, realizes the lateral thickness difference feed-forward control of incoming strip steel in the first stand of a five-stand tandem cold rolling mill, specifically as follows:
[0107] 1. The hardware configuration scheme of the special measuring instrument for lateral thickness difference
[0108] Arrange a profiler at the entrance of the five-stand cold rolling mill, see Figure 4 .
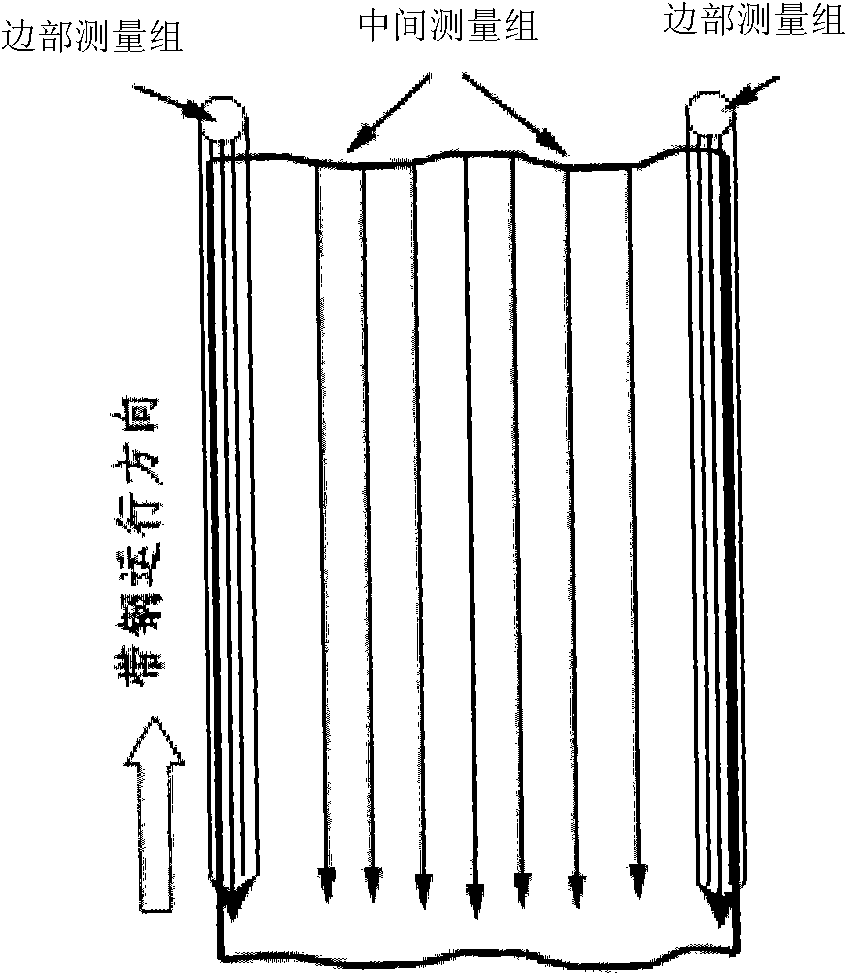
[0109] The distribution of the measurement points of the profiler, the configuration scheme of the proposed measurement points is as follows: (see figure 2 )
[0110] The maximum width of the strip is 1300mm, the measurement distance G of the edge measurement group 1 =15mm (average), number N 1 =15; the measurement distance G of the middle measurement group 2 =80mm, then the number of intermediate measurement points N 2 is calculated as follows:
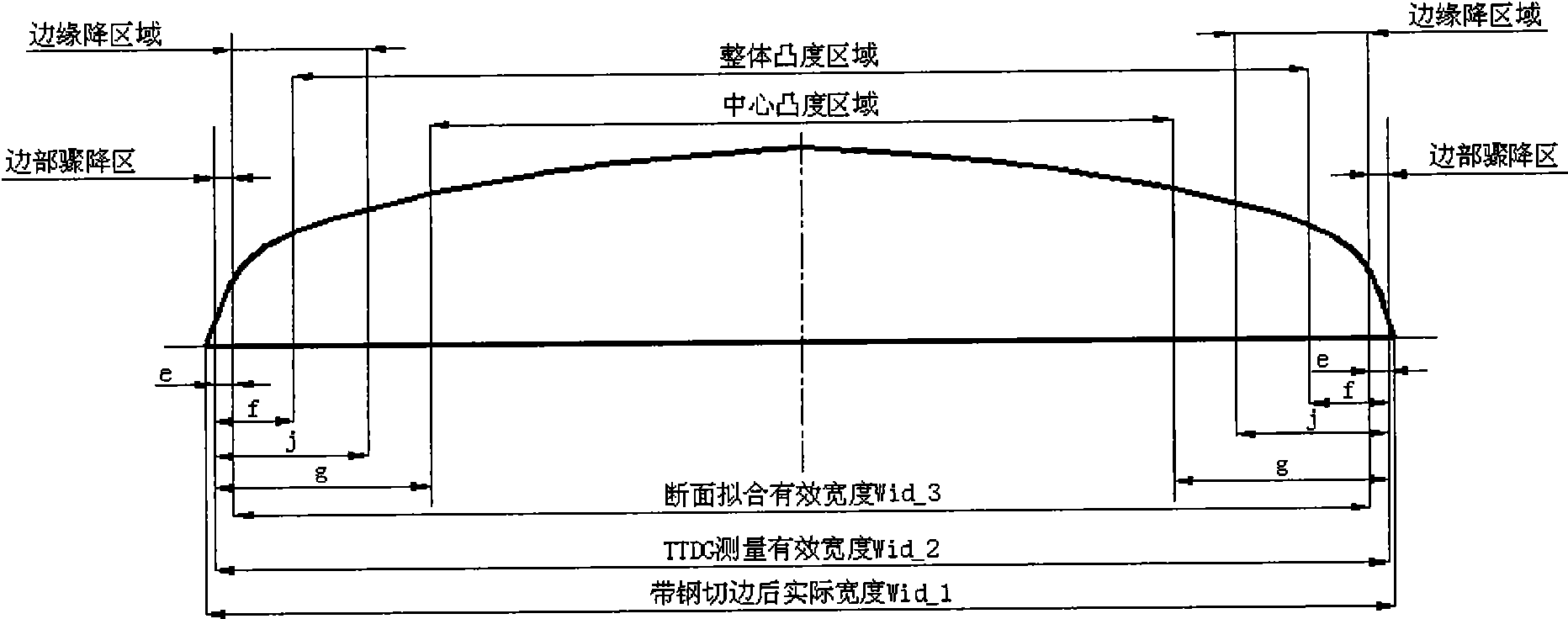
[0111] The maximum effective measuring width of the strip is B max , where B ma...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More