

Feed head-free cross wedge rolling and forming method for axial parts
A headless, cross-wedge rolling technology, which is applied in metal rolling and other directions, can solve the problems of reducing material utilization and achieve the effects of improving material utilization, good surface quality, and reducing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] The present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments.
[0017] As shown in the figure, take a cylindrical blank, and use the mold shown in the attached figure to roll it into an output shaft in the form of one out of two. The specific process is as follows:
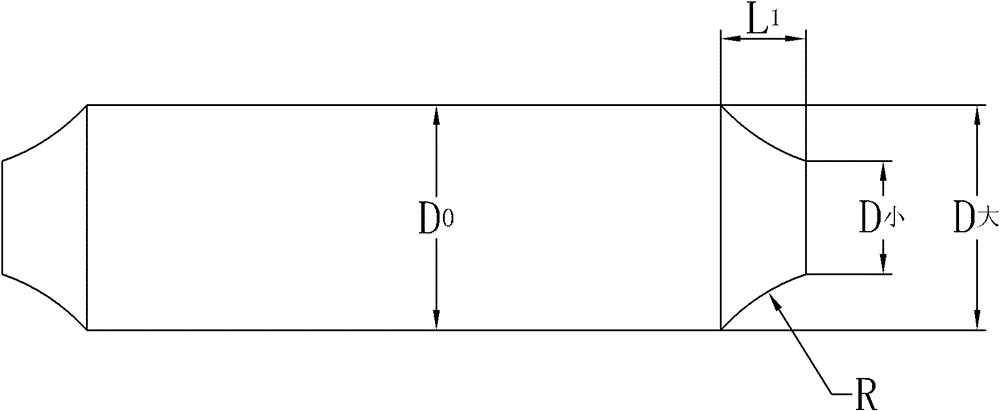
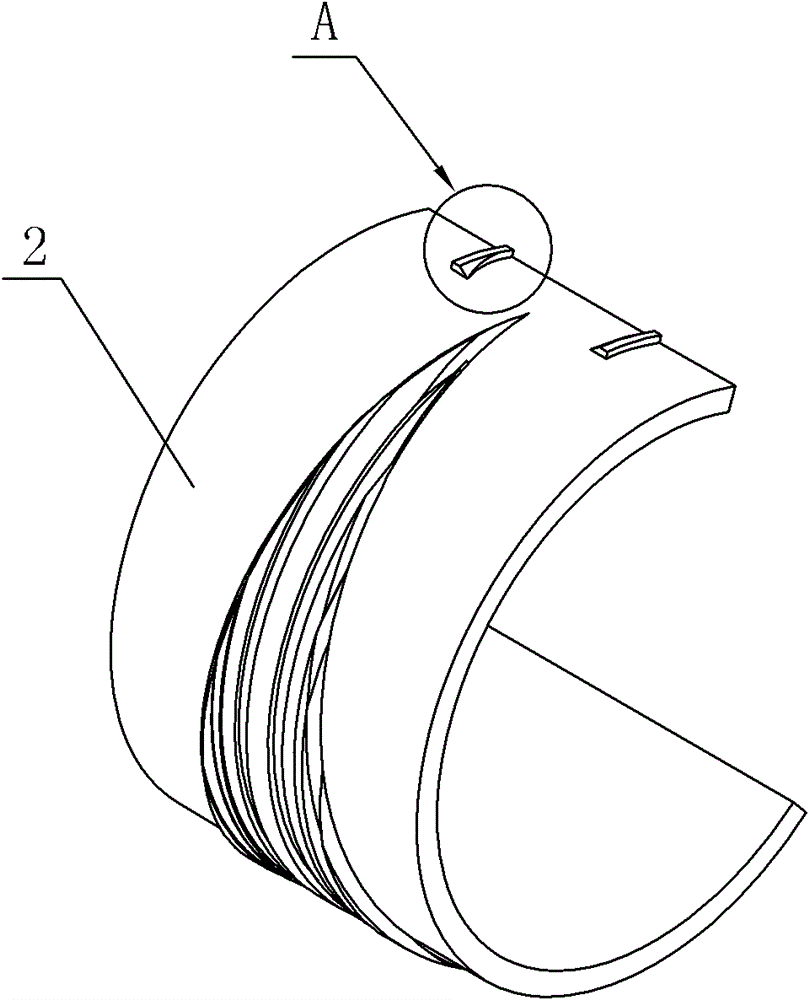
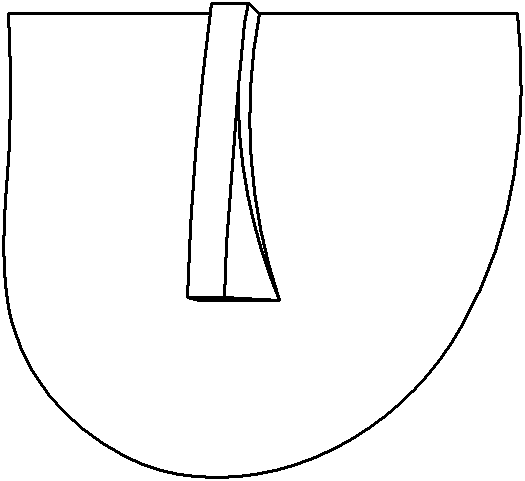
[0018] First design the outer diameter of the mold to be 800mm, and the forming angle of the mold to be 32 0 , widening angle 8.5 0 , and then heat the cylindrical blank 1 to be rolled to 1200°C, and then send the blank 1 into the rolling die 2 through the axial feeding device on the cross wedge rolling mill for rolling. Part I of the mold 2 rolls both ends of the blank 1 into an arc-shaped frustum with the big head facing inward and the small head facing outward (such as figure 1 shown), the arc-shaped outer circumferential surface of the arc-shaped cone is concave, and the large head diameter of the arc-shaped cone is D 大 with the origina...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More