

Cold stripe mill deviation and shape automatic control method
A cold rolling mill and strip technology, applied in the field of strip rolling, can solve the problems of not considering control deviation and the like
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
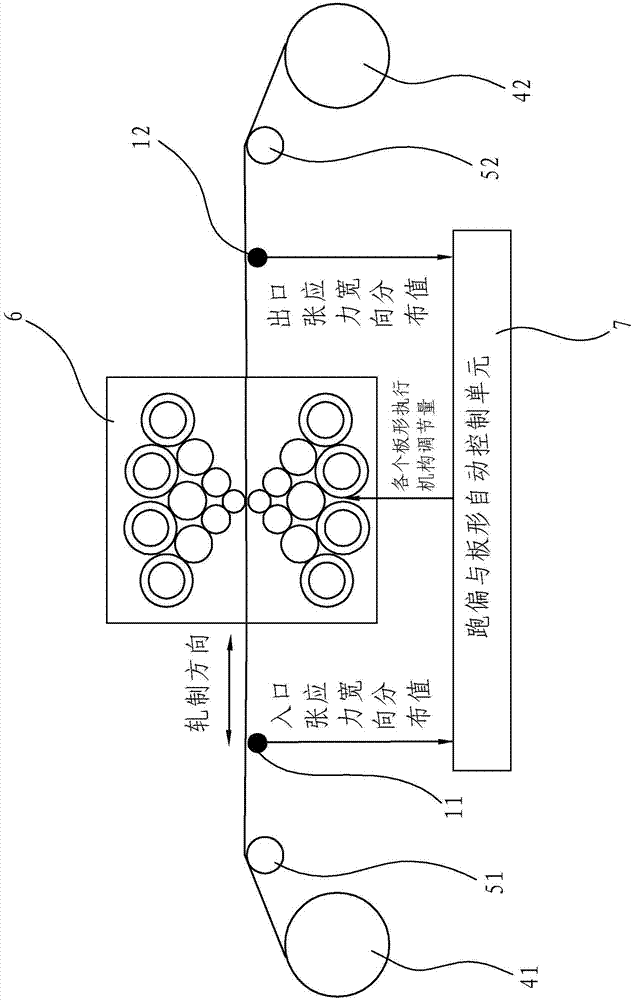
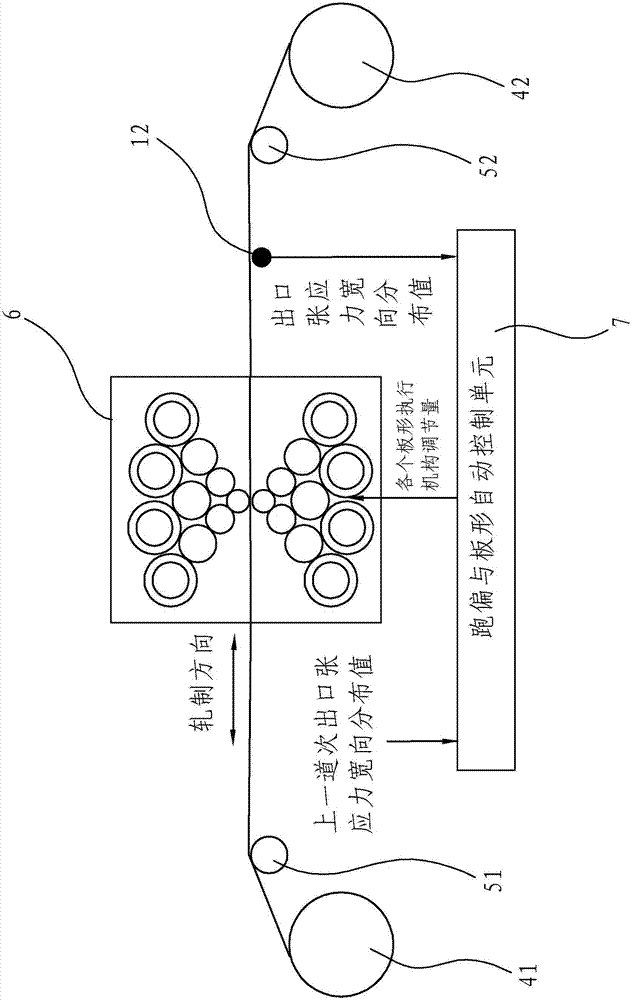
[0044] The cold rolling mill deviation and shape automatic control system adopting the method of the present invention has a plurality of shape actuators and deviation and shape automatic control units 7 for adjusting the shape of the strip, and at the same time, at the entrance of the cold rolling mill and the outlet are equipped with a shape meter, such as figure 2 shown.
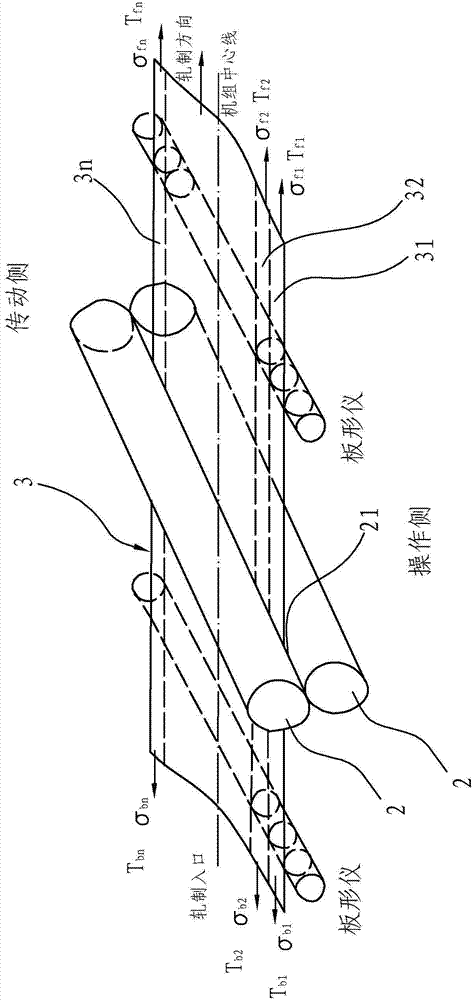
[0045] The strip cold rolling mill running deviation and strip shape automatic control method provided by the present invention utilizes the flatness instrument configured at the entrance and exit of the cold rolling mill to detect the strip strip shape before and after the strip cold rolling in real time, and use the The strip shape after rolling and deviation amount of material 3 are taken as comprehensive control targets, and the deviation between the rolled shape and the target shape and the strip deviation amount are comprehensively minimized by automatically adjusting the shape adjustment mechanism...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More