

Final drive positioner manufacturing process method
A technology of the main reducer locator and manufacturing process, which is applied in the directions of aircraft parts, transportation and packaging, etc. It can solve the problems of positioning and installation deviation of aircraft main reducer joint products, achieve the effect of no deviation in positioning and installation, and avoid the effect of positioning and installation deviation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
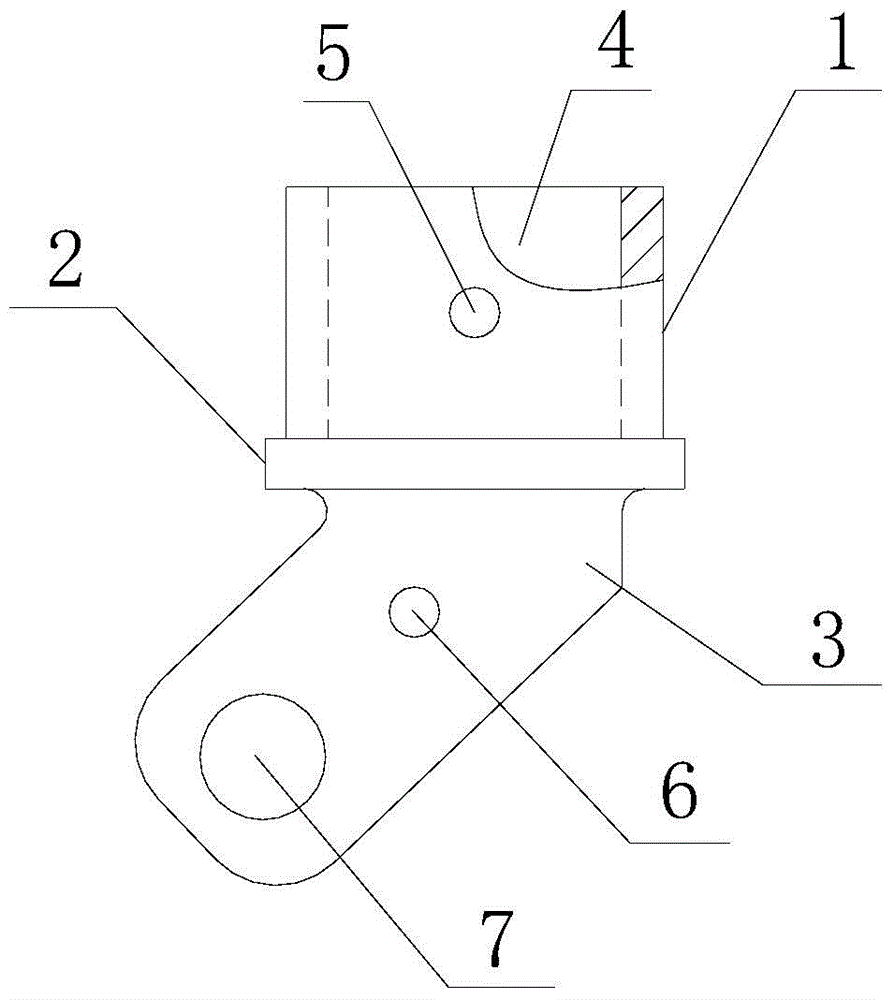
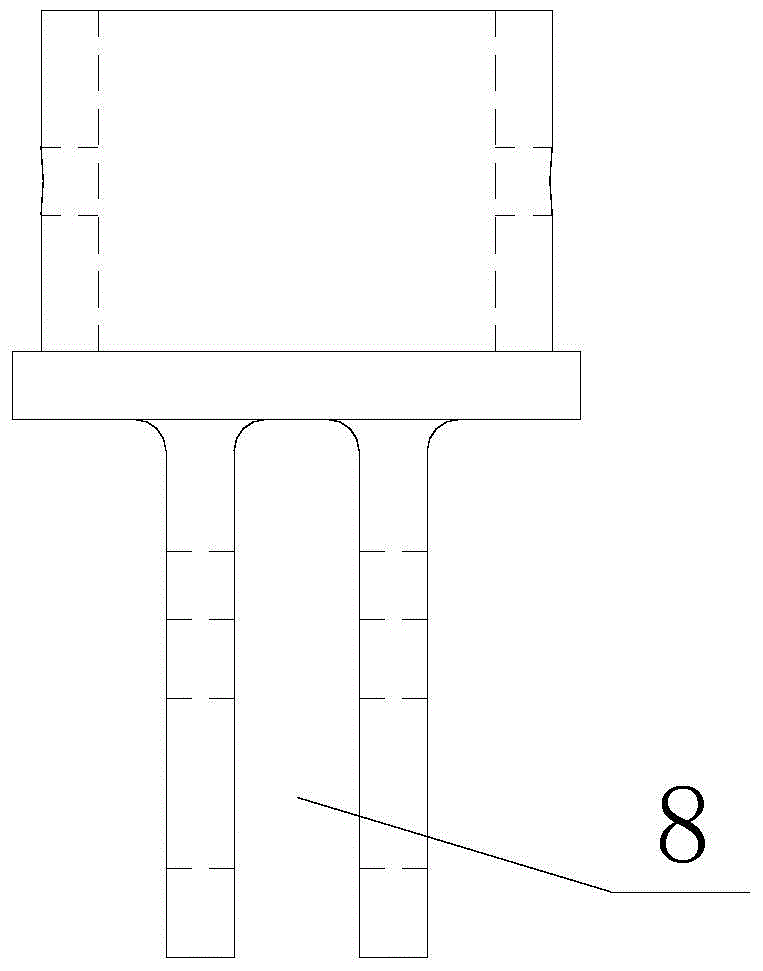
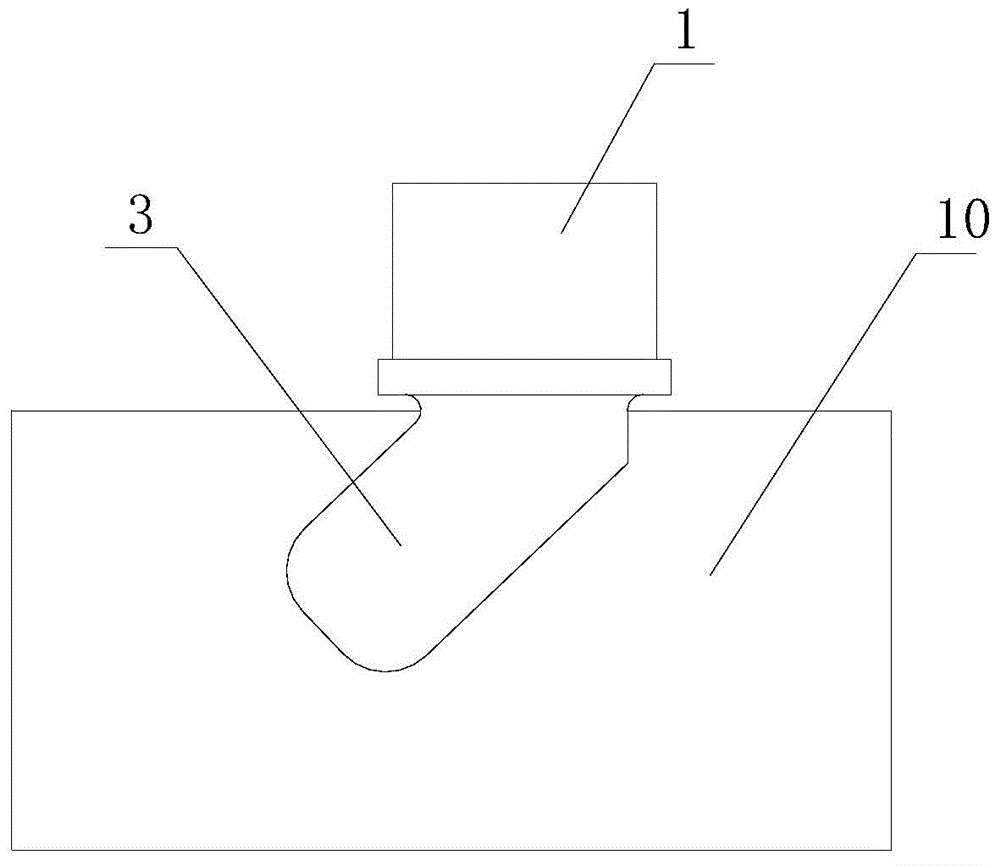
[0051] The length of the positioning sleeve 1 of the main subtractive locator is 60 millimeters, and the inner hole size of the positioning sleeve 1 is mm, the outer circle size of positioning sleeve 1 is mm, the inner diameter of the through hole 5 is mm, the outer diameter of the disc 2 is mm, the thickness of the joint plate 2 is 12 mm, and the inner diameter of the cursor hole 6 is mm, the inner diameter of positioning hole 7 is mm, the width of the positioning groove 8 is 22H7 mm, the thickness of the fork ear 3 is 46H7 mm, the thickness of the ear piece of the fork ear 3 is 12H7 mm, and the vertical distance between the center of the through hole 5 and the center of the cursor hole 6 is 71.48 ±0.02 mm, the horizontal distance between the center of the through hole 5 and the center of the cursor hole 6 is 14.40 ± 0.02 mm, the vertical distance between the center of the through hole 5 and the center of the positioning hole 7 is 106 ± 0.02 mm, the center of the thr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More