

Cold Heading Technology of Groove Commutator Segment
A commutator piece and cold heading technology, which is applied in the field of commutator production, can solve the problems of backside bending of the piece body, low utilization rate of copper materials, and high production cost, and can ensure size and position accuracy, ensure flatness without warping, The effect of high molding precision
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
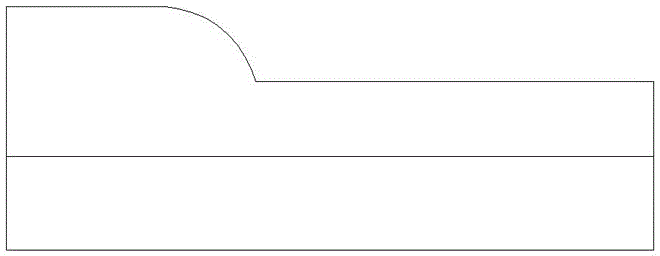
[0023] See Figure 9 and Figure 10 , the commutator piece workpiece formed by cold heading in the present invention is composed of a sheet body 2 and a welding line step 1 arranged on the top of the sheet body 2, the welding line step 1 and the sheet body 2 are L-shaped, and the left and right sides of the sheet body 2 are provided with The vertical groove 3 along the height direction of the sheet, the left and right sides 14 and the inner side 12 of the sheet, the left and right sides 13 and the outer side 11 of the welding line steps.
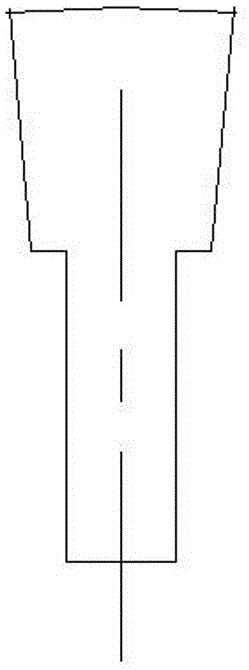
[0024] Before the cold heading process, the copper wire drawing process is first carried out, and the profile that is equivalent to the shape of the sheet body but does not have a vertical groove is drawn out, see figure 1 and figure 2 ; Then carry out the fixed-length cutting process, and the profile is cut into the required length, see figure 2 Then carry out the cold heading process, the groove type commutator segment cold heading pr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More