Product procedure tracing method based on flexible manufacturing system
A flexible manufacturing system and process technology, which is applied in the field of product process tracking based on flexible manufacturing systems, to achieve the effect of improving the efficiency of data exchange and analysis
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0041] The present invention will be further described below in conjunction with the accompanying drawings.
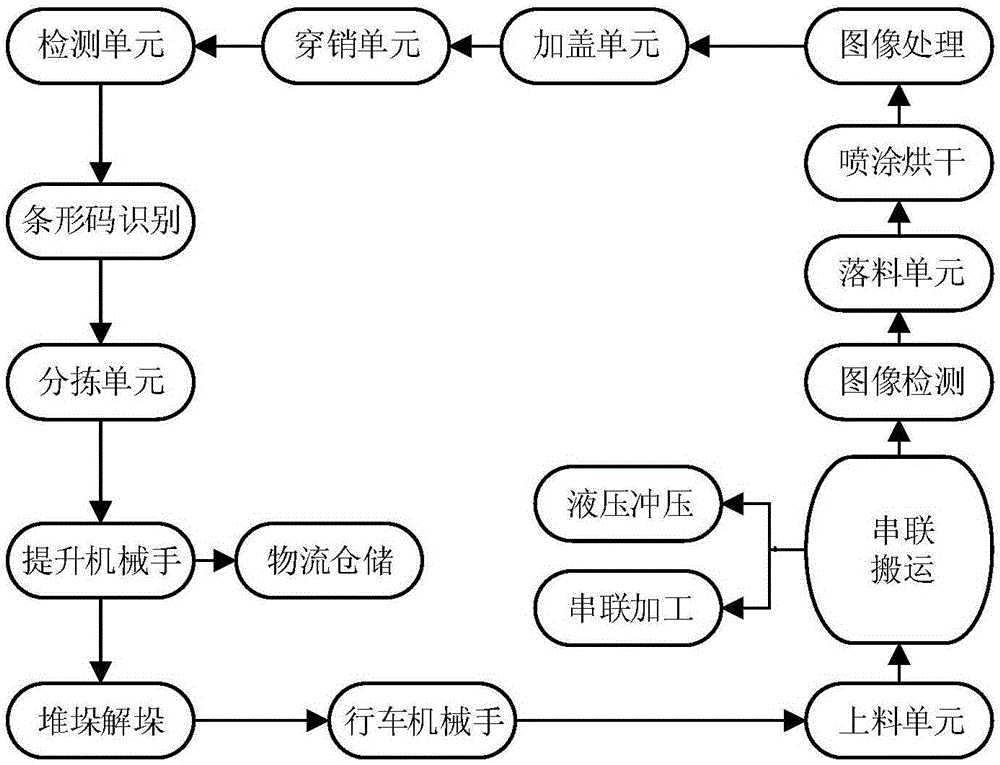
[0042] refer to figure 1 , a product process tracking method based on a flexible manufacturing system, the product process tracking method includes the following steps:
[0043] 1) Parameter initialization:
[0044] 1.1) Set the flexible manufacturing system process group number as g, where the definition domain of g is D g ={0
[0045] 1.2) Set the total number of processes in each group to N g , N max N is the number of processes in all process groups g The maximum value, where N g The domain of definition is
[0046] 1.3) Set each group of process numbers as x g , where x g The domain of definition is
[0047] 1.4) Set the process that product P passes through in group g as y g ,y g The domain of definition is and D is A collection of all process codes in base;
[0048] 1.5...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



