

Method for additive manufacturing through depositing, forming, impacting, forging and compositing through double laser beams
An additive manufacturing and laser shock technology, applied in the field of additive manufacturing, can solve the problem that the complexity of the heating device of the cladding layer increases, it is difficult to eliminate the cavity, shrinkage, micro-cracks of the cladding layer, and the difficulty of local heating technology, etc. It can improve the internal quality and comprehensive mechanical properties, control macroscopic deformation and cracking problems, and eliminate internal defects and thermal stress.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only part of the embodiments of the present invention, not all of them. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without creative efforts fall within the protection scope of the present invention.
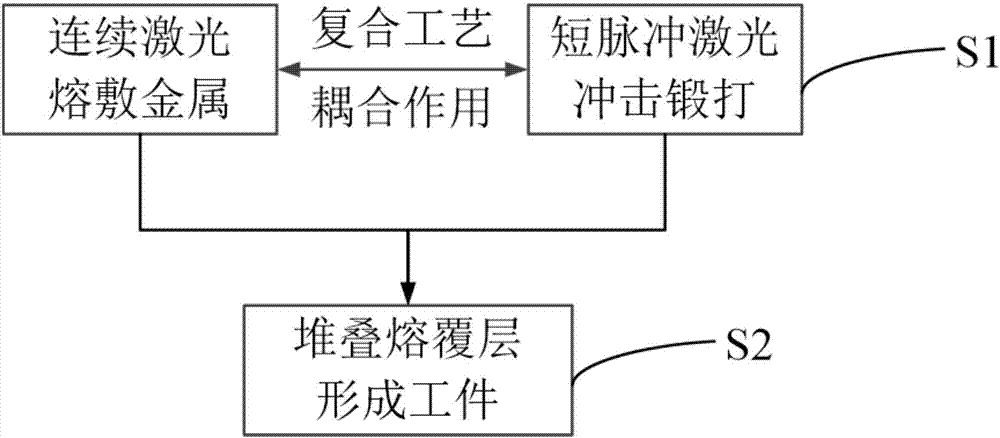
[0021] Please refer to figure 1 , figure 1 It is a step of a specific implementation mode provided by the present invention.
[0022] 1) The two laser beams work together simultaneously and with each other. The parameters include the powder feeding volume and moving speed of the first continuous laser beam, the repetition frequency, pulse width, spot diameter and angle of the second short pulse laser beam, and the distance between the two laser beams...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More