

Forging method for large-specification crystallization roller steel forged piece
A technology for crystalline rolls and steel forgings, which is applied in the field of large-scale crystalline roll steel forgings, can solve the problems of increasing production costs, prolonging the production cycle, and low pass rate, and achieves the goals of prolonging the service life, reducing production costs, and economical production processes Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
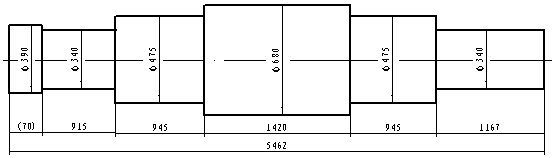
[0027] Embodiment: 1Cr13 large-scale crystalline roll forging example: Take the 1Cr13 crystalline roll forging of φ 680mm specification as an example, such as figure 1 As shown, analyze. The specific forging method is as follows:
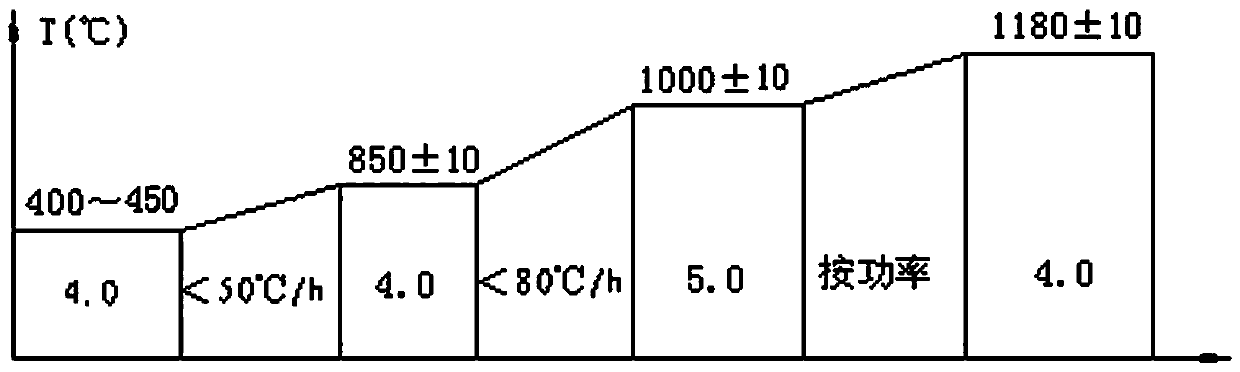
[0028] Step 1), design of special heating specification before forging: the size of electroslag ingot is selected as φ1000mm, and the special heating specification before forging is as follows figure 2. Heating before forging strictly controls the heating rate and forging temperature. First, the electroslag ingot is kept at a low temperature at 400-450°C for 4.0 hours, and then the temperature is raised to 850±10°C at a speed of no more than 50°C / h. , the holding time is 4.0 hours, then the temperature is raised to 1000±10°C at a speed of no more than 80°C / h and held for 5.0 hours, then the temperature is raised to 1180±10°C with full power, and the furnace is forged after holding for 4.0 hours. At the same time, ensure uniform heating to avoid ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More