Method and apparatus for producing a membrane-electrode assembly for a fuel cell
A membrane electrode group and fuel cell technology, which is applied to fuel cell components, fuel cells, sealing/supporting devices, etc., and can solve problems such as the difficulty in realizing the connection of components of the membrane electrode group
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
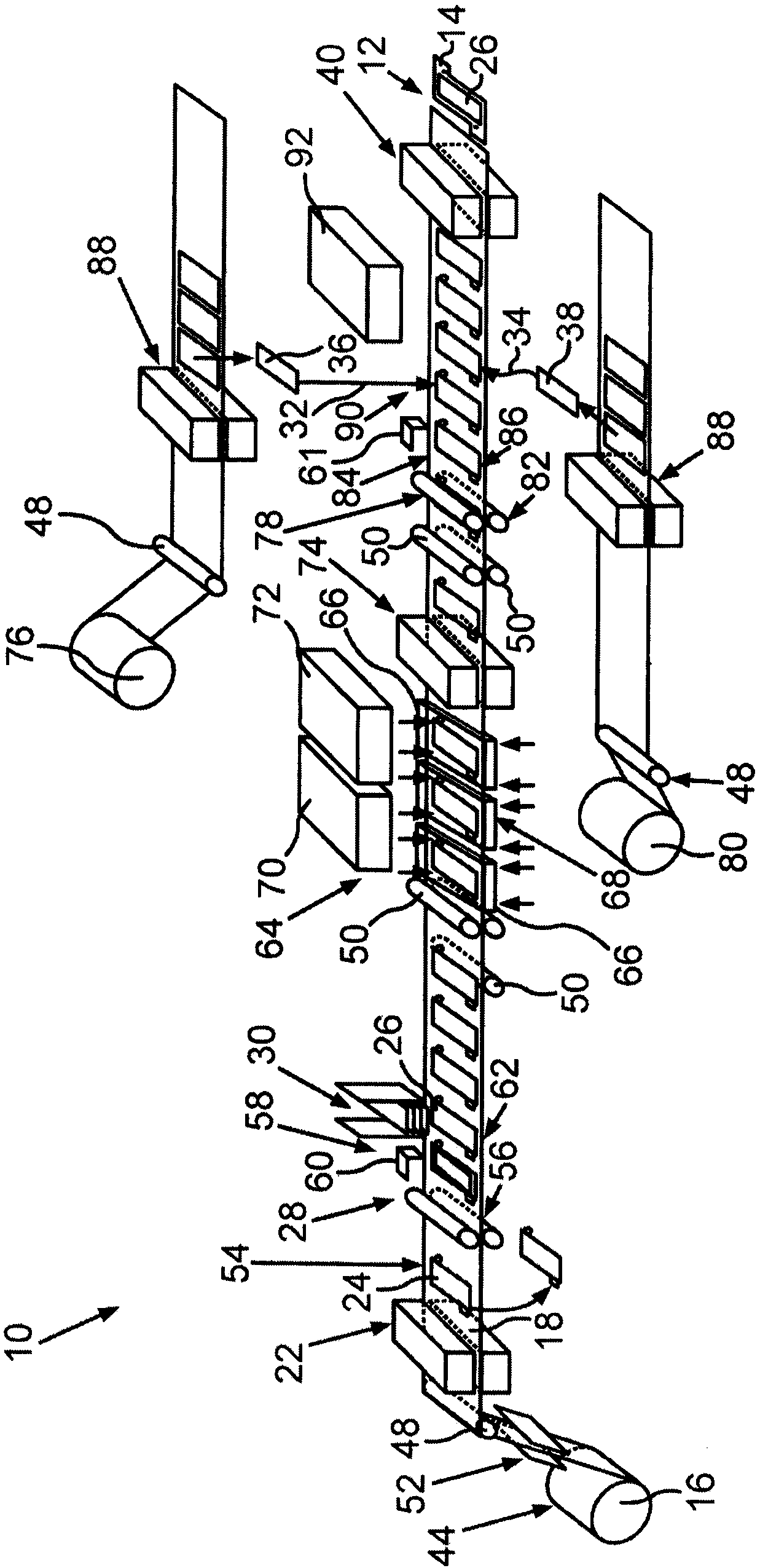
[0048] figure 1 A device 10 is shown in a greatly simplified manner for producing a membrane electrode assembly 12 with a frame 14 in a continuous production process. The printing method can be used here, or alternatively another roll processing method can be used. In this case, a continuous web-like material is unrolled from the roller 16 , by means of which the frame material 18 of the membrane-electrode assembly 12 is provided in the present invention. Correspondingly, the frame material 18 is used to form the frame 14 in the finished membrane electrode assembly 12 . In this case, the web-like material is conveyed through the device 10 in one conveying direction or feed direction. For example, a synthetic material unrolled from the roller 16 can be used as frame material 18 .
[0049] figure 1 The various processing stations traversed in the manufacture of the membrane electrode assembly 12 are shown. exist figure 1 These processing stations are only shown schematical...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More