

Ionic nitriding technology assisted by arc electron source
An ion nitriding, electron source technology, applied in metal material coating process, coating, solid diffusion coating and other directions, can solve the problems of unsatisfactory green manufacturing concept, long nitriding process time, large gas consumption, etc. The effect of shortening the ion nitriding time, shortening the nitriding cycle, and saving consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
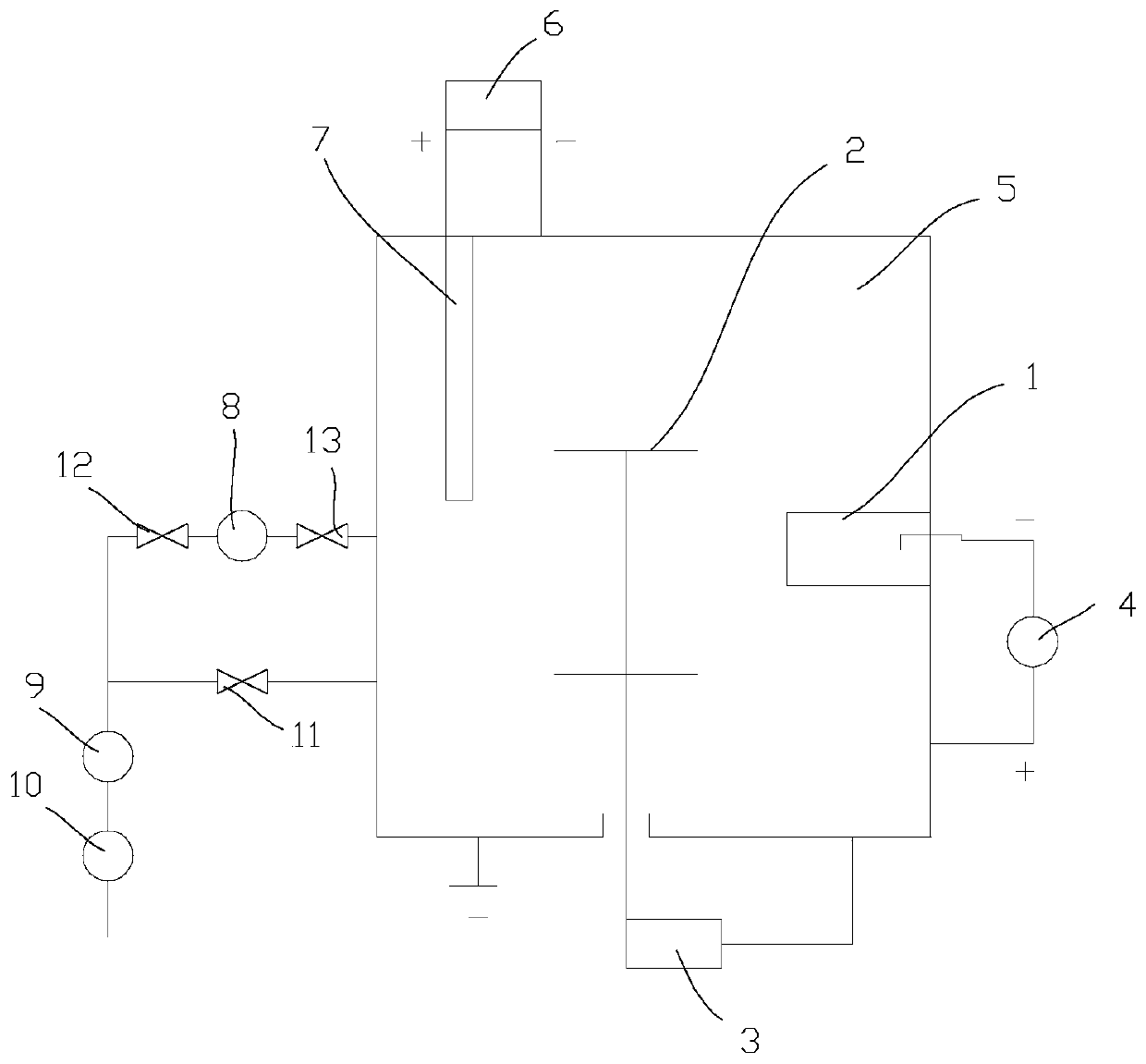
[0061] M2 high-speed steel ion nitriding process, using HC380 ion nitriding furnace, which is equipped with arc light electron source, using arc light electron source to assist high vacuum ion nitriding, the steps are as follows:
[0062] Pre-treatment of ion nitriding: Polish the M2 high-speed steel sample of HRC62-65 after heat treatment, then perform ultrasonic cleaning in alcohol for 10 minutes, fully dry and put it into the vacuum chamber of ion nitriding furnace.
[0063] Vacuuming: the background vacuum of the vacuum chamber is 3.0×10 -3 Pa;
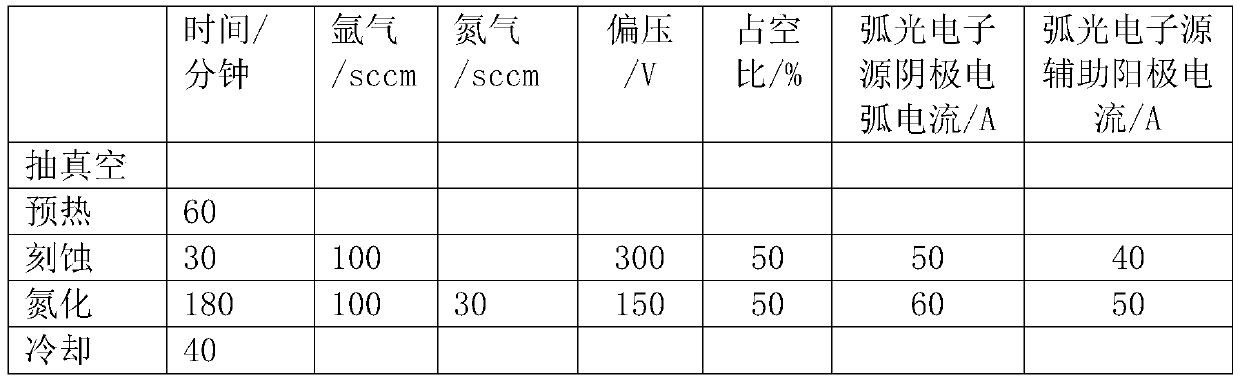
[0064] 1) Preheating: Turn on the heater in the furnace, heat to 500°C, and keep warm for 60 minutes;
[0065] 2) Etching (enhanced cleaning of the arc light electron source): connect the two electrodes of the pulsed DC bias power supply, the anode is connected to the shell of the sealed container and grounded, and the cathode is connected to the sealed container and hung on the workpiece on the workpiece turret; Enter the argon...
Embodiment 2
[0069] 304 stainless steel ion nitriding process, using HC650 ion nitriding machine, using arc light electron source to assist nitriding preparation, the steps are as follows
[0070] Pre-treatment: Polish the 304 stainless steel sample and then ultrasonically clean it in alcohol for 10 minutes. After fully drying, put it into the vacuum chamber of the nitriding machine. The background vacuum of the vacuum chamber is 5.0×10 -3 Pa;
[0071] 1) Preheating: heat to 450°C and keep warm for 40 minutes;
[0072] 2) Etching: Enhanced cleaning of the arc electron source: Introduce argon gas, adjust the air pressure to 0.6Pa, turn on the arc electron source, turn on the main power supply of the arc electron source, adjust the current to 70A, turn on the arc electron source auxiliary anode power supply, and adjust the current to 40A, turn on the bias voltage and adjust the bias voltage to 300V, the duty cycle is 50%, and the ion cleaning is enhanced for 20 minutes;
[0073] 3) Nitridi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More