Machining method for crankshaft hole
A processing method and crankshaft hole technology, which is applied in the field of crankshaft hole processing, can solve problems such as easy vibration, overhang elongation, and strong limitations, and achieve the effects of achieving flexibility, improving processing efficiency, and improving processing efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
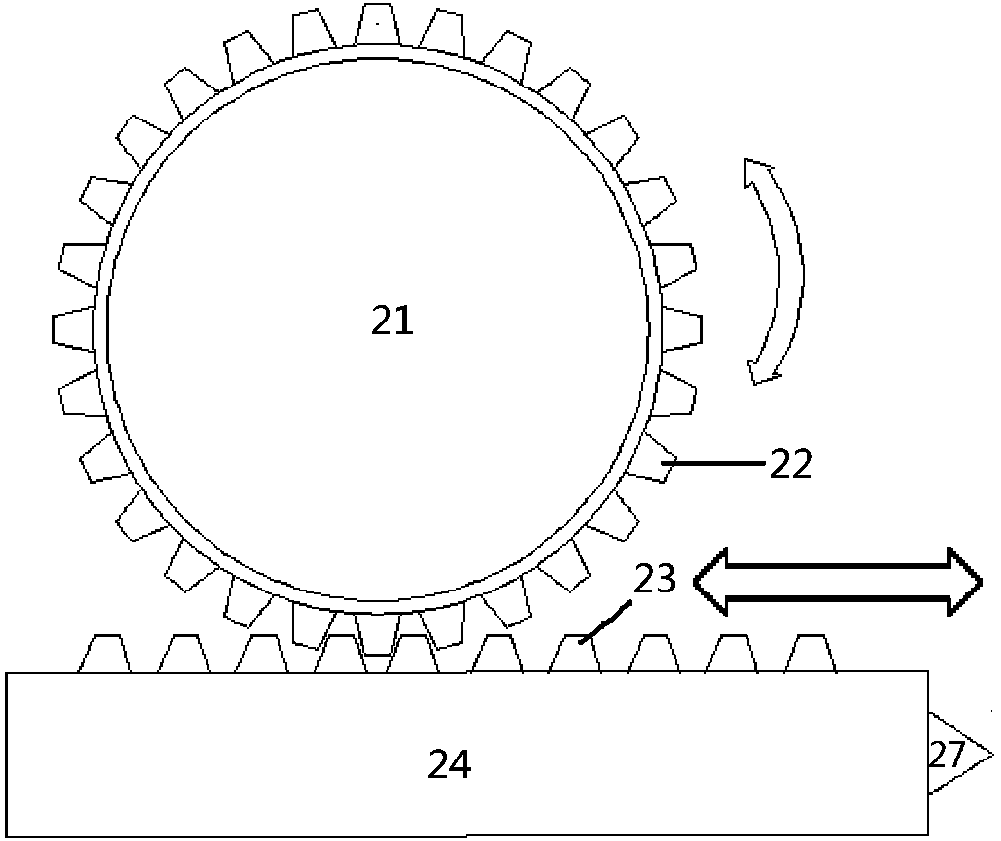
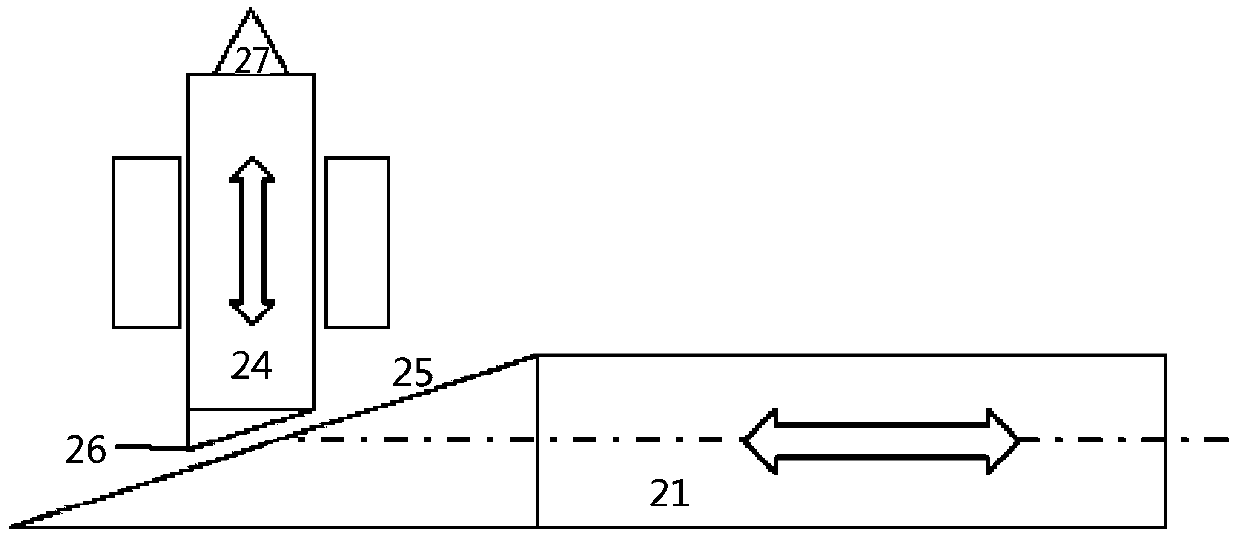
[0021] According to an embodiment of the present invention, in the crankshaft hole machining method, the movement of the spindle expander rod drives the boring tool expander bar of the expandable boring tool in the machining center to realize the expansion and retraction of the boring tool blade. Such as figure 1 As shown, the spindle expander bar 11 of the spindle 1 and the boring tool expander bar 21 of the expandable boring tool 2 are connected, for example, through the cooperation of a key and a keyway. By using the movement of the main shaft to drive the boring tool expanding bar of the expandable boring tool, the automatic retracting and expanding of the boring tool blade, automatic tool change and automatic diameter compensation can be realized, which improves the processing efficiency, processing quality and Processing stability realizes the flexibility of processing line production and improves processing efficiency.
[0022] According to one embodiment of the presen...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More