

Welding method of laser tailor-welded plate
A welding method and laser tailor welding technology, applied in laser welding equipment, welding equipment, metal processing equipment and other directions, can solve problems such as easy generation of defects, and achieve the effect of improving the utilization rate of steel and reducing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
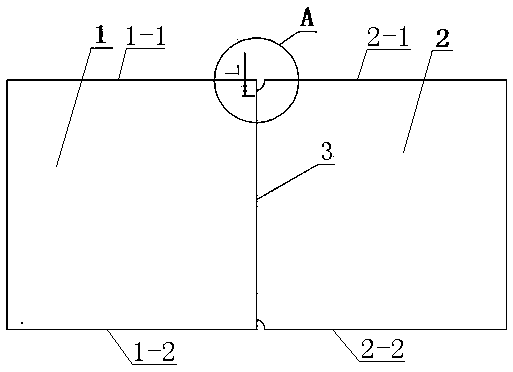
[0017] Such as figure 1 The laser tailor-welded blank is welded to the first steel plate 1 and the second steel plate 2 through the weld 3, the first steel plate 1 in this embodiment is a cold rolled plate with a thickness of 2.2 mm and 780DP, and the second steel plate 2 is 590DP, a cold-rolled plate with a thickness of 1.6 mm, the thickness of the first steel plate 1 is greater than the thickness of the second steel plate 2, and the first steel plate 1 and the second steel plate 2 are laser tailor-welded into a laser tailor-welded plate. The welding method includes the following step:
[0018] A. Blanking and blanking: Firstly, the first slab and the second slab are punched into the first steel plate 1 and the second steel plate 2 with two lateral sides and two longitudinal sides, and two of the first steel plate 1 The transverse sides are transverse side 1-1 and transverse side 1-2 respectively. The two transverse sides of the second steel plate 2 are transverse side 2-1 and t...
Embodiment 2
[0023] Such as figure 1 The laser tailor-welded blank is welded to the first steel plate 1 and the second steel plate 2 by welding seam 3. The first steel plate 1 in this embodiment is a cold rolled plate with a thickness of 780DP and a thickness of 2.2 mm, and the second steel plate 2 is 590DP, a cold-rolled plate with a thickness of 1.6 mm. The thickness of the first steel plate 1 is greater than that of the second steel plate 2. The welding method of the first steel plate 1 and the second steel plate 2 by laser welding to form a laser tailor-welded plate includes the following step:
[0024] A. Blanking and blanking: Firstly, the first slab and the second slab are punched into the first steel plate 1 and the second steel plate 2 with two lateral sides and two longitudinal sides, and two of the first steel plate 1 The transverse sides are transverse side 1-1 and transverse side 1-2 respectively. The two transverse sides of the second steel plate 2 are transverse side 2-1 and tr...
Embodiment 3
[0029] Such as figure 1 The laser tailor-welded blank is welded to the first steel plate 1 and the second steel plate 2 by welding seam 3. The first steel plate 1 in this embodiment is a cold rolled plate with a thickness of 780DP and a thickness of 2.2 mm, and the second steel plate 2 is 590DP, a cold-rolled plate with a thickness of 1.6 mm. The thickness of the first steel plate 1 is greater than that of the second steel plate 2. The welding method of the first steel plate 1 and the second steel plate 2 by laser welding to form a laser tailor-welded plate includes the following step:
[0030] A. Blanking and blanking: Firstly, the first slab and the second slab are punched into the first steel plate 1 and the second steel plate 2 with two lateral sides and two longitudinal sides, and two of the first steel plate 1 The transverse sides are transverse side 1-1 and transverse side 1-2 respectively. The two transverse sides of the second steel plate 2 are transverse side 2-1 and tr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More