

A Method for Broaching Deformation of Large Axial Tenon and Groove Notch and Eliminating the Edge
A tenon-groove and axial technology, which is applied in the field of large-scale axial tenon-groove notch broaching deformation and the elimination of knife edges, can solve the problems of unqualified dimensions, parts quality and processing cycle, and large dimensional changes.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
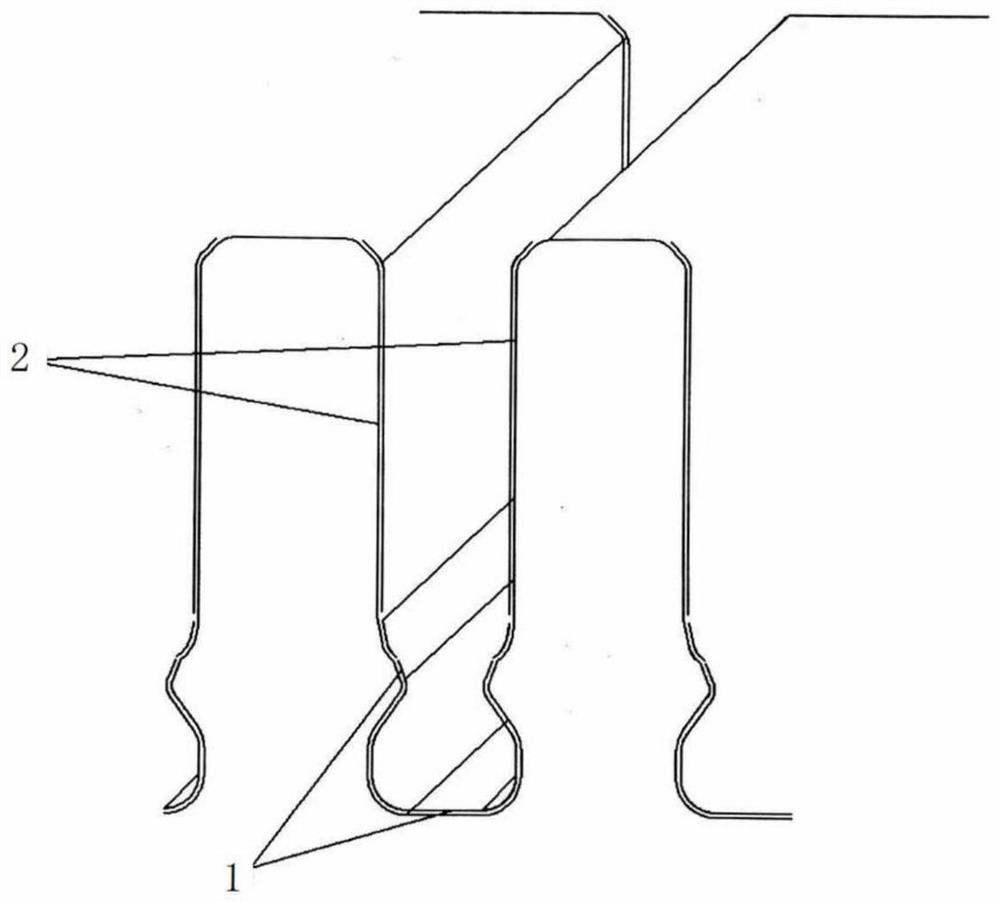
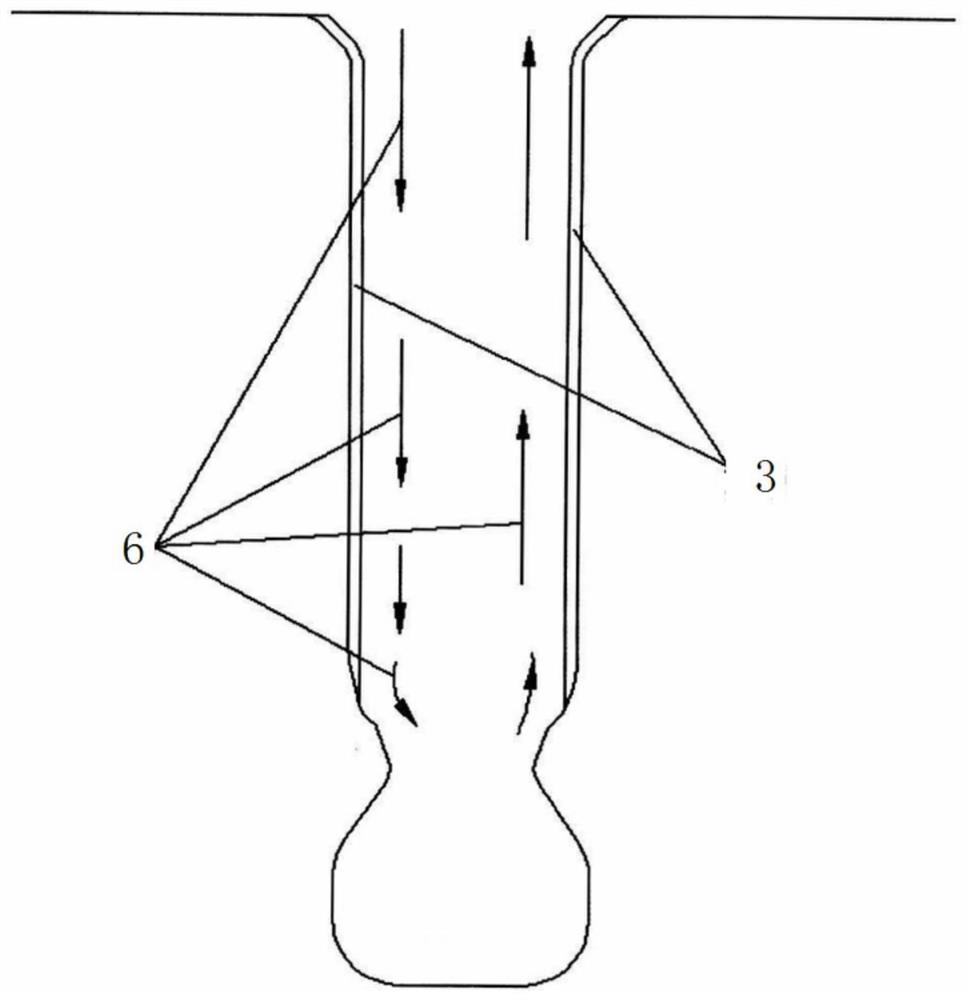
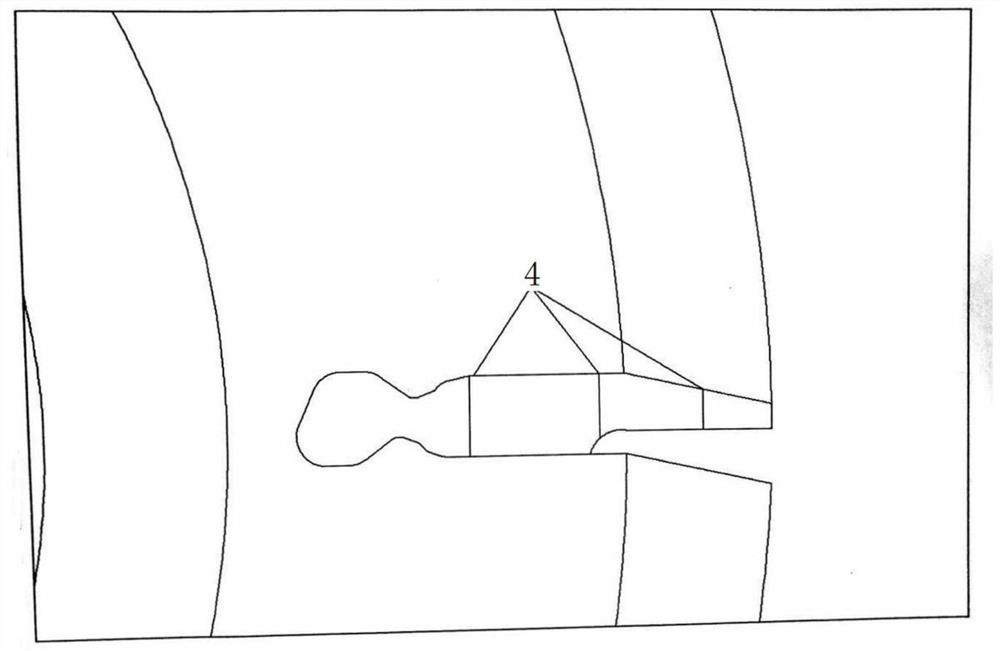
[0019] according to Figure 1-4 As shown, a method for broaching deformation of large-scale axial tenon-groove notches and eliminating the edge of the knife, for the large-scale axial tenon-groove structure made of TC4 titanium alloy material, it is divided into tenon-groove-1-groove main body and The outer flash 2 structure of the wheel disc; and the length of the flash 2 should be greater than 70mm, and the axial thickness should be 5-22mm;
[0020] The mortise 1 slot is used to install the blade, and its working surface is closely matched with the blade;
[0021] The structure of outer flash 2 is thin;
[0022] Step 1: Use the progressive broaching method on the CNC broaching machine to rough the square groove, expand the groove, and form the rough broaching process of the tenon and groove 1 groove shape layer by layer with a broach;
[0023] Step 2: Replace the finishing broach to remove the remainder of the tenon and groove 1 groove, and directly process the part of the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More