

Intermediate material for forming FRP, and method for production thereof
A technology of intermediate materials and reinforced fibers, applied in the direction of layered products, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0164] 430g / m on release paper 2 The weight per unit area of the resin is uniformly coated with the matrix resin composition to prepare a resin film. Carbon fiber fabric TRK510 manufactured by Mitsubishi Rayon Corporation (fiber unit area weight 646g / m 2 , 2 / 2 twill weave) the underside of the resin film is supplied to impregnate the resin into the carbon fiber fabric. The impregnation temperature was set at 60°C, and the pressure was adjusted to prepare a prepreg. The resin impregnation rate of the obtained prepreg was measured to be 90%, and it was confirmed that it was the prepreg of the present invention.
[0165] Next, four layers of the prepreg of the present invention were laminated at 0° C. with the release paper side being the tool (stainless steel plate) side. At this time, the second layer and subsequent layers are laminated so that the surface on the side of the release paper and the surface on the opposite side are joined together. Carry out vacuum bag moldi...
Embodiment 4
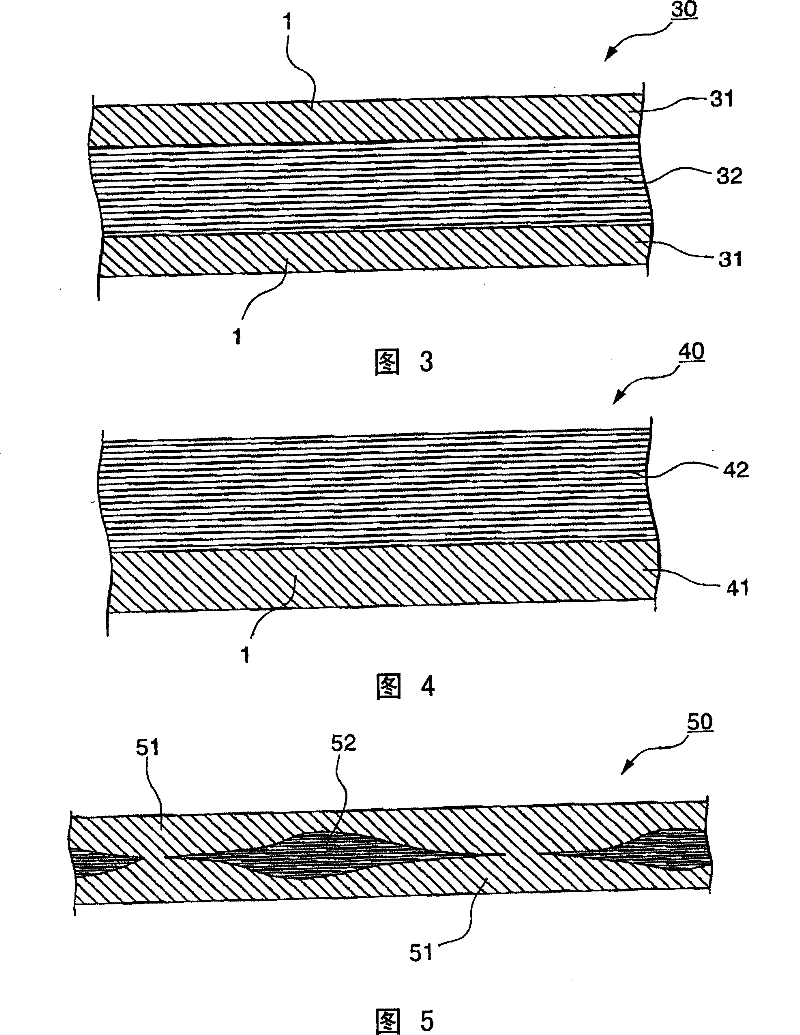
[0177] Epoxy resin composition #830 manufactured by Mitsubishi Rayon Corporation was used as the matrix resin. Using this resin, a resin film was prepared in the same manner as in Example 1, and was impregnated into TRK510. However, the immersion temperature was set at 50°C. The resin impregnation rate of the obtained prepreg was measured to be 60%, and it was confirmed that the obtained prepreg was the prepreg of the present invention. Molding with this prepreg image 3 Molded products of the shape shown. I use a wooden die as a molding die. The laminated structure is made into 8 layers in the manner of [0° / 45° / 90° / -45° / -45° / 90° / 45° / 0°], and the side of the release paper is used as the tool side, and The surface on the release paper side and the surface on the opposite side were put together and laminated. Operability such as lamination operation is no problem at all.
[0178] Molded products were obtained under the following molding conditions: heating up from room tem...
Embodiment 5
[0181] Using the resin used in Example 1, the non-crimped fiber fabric Quadraxial-Carbon-Gelege (+45°: carbon 267 g / m 2 , 0°: Carbon 268g / m 2 、-45°: Carbon 267g / m 2 , 90°: Carbon 268g / m 2 , Suture: polyethersulfone 6g / m 2 , unit area weight 1076g / m 2 ), prepare a prepreg in the same manner as in Example 1. But the weight per unit area of the resin is set to 717g / m 2 . The resin impregnation rate was measured to be 75%, and it was confirmed to be the prepreg of the present invention. FRP was molded by laminating two layers in the same direction of the surface of the prepreg. The molding conditions were implemented under the same conditions as in Example 1. In the obtained molded product, voids were not observed inside, and pinholes were not observed on the surface.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More