

Method and device for precisely machining deep groove and deep hole by varifocal lasers
A technology of precision machining and laser machining, applied in laser welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problems of decreased laser power density, insufficient splashing force, decreased evaporation effect, etc., and achieves good heat dissipation effect and drilling holes The effect of deep, concentrated energy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0078] The method for precision machining of deep grooves with zoom laser using the above device specifically includes the following steps:
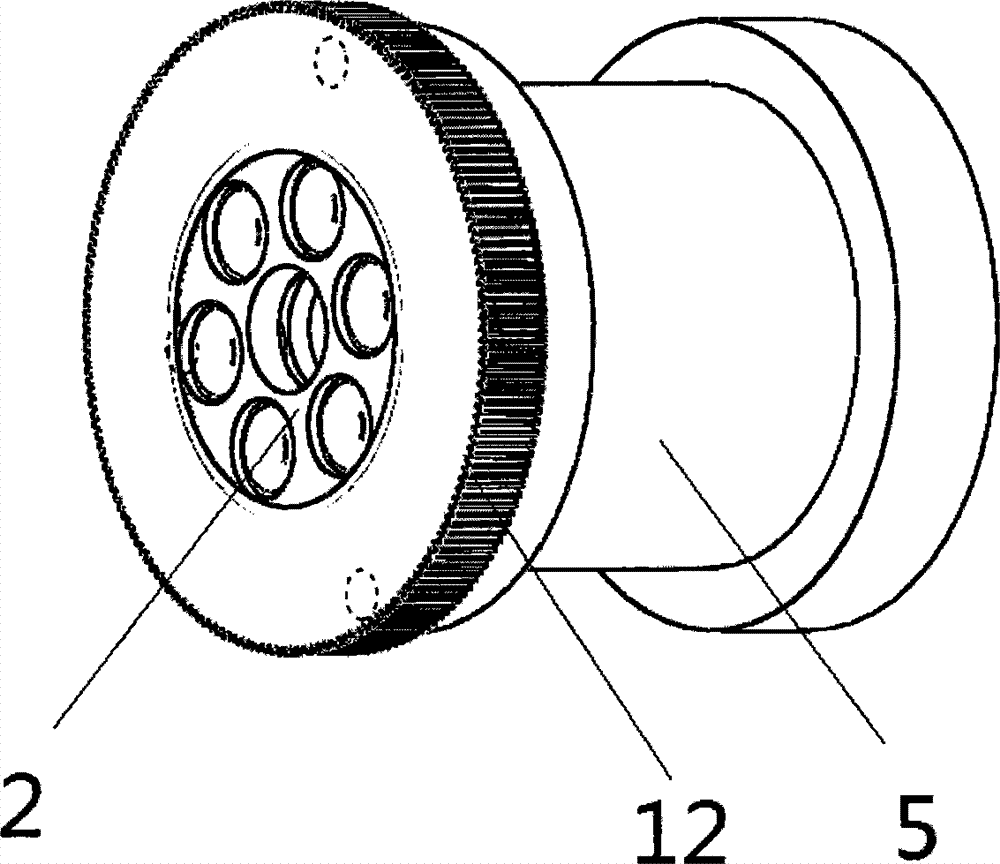
[0079] (1) The workpiece is clamped on the deep groove and deep hole device of the zoom laser precision machining, and 6 focusing lenses are evenly arranged and installed on the focusing lens holder, so that it meets the following conditions:
[0080] 1) The laser beam is incident from the central axis of a certain focusing lens on the focusing lens holder, incident vertically along the Z direction and focusing on the surface of the workpiece;
[0081] 2) The workpiece can be driven by the worktable to move in X-Y two directions, that is to make the laser beam focus spot relatively move on the surface of the workpiece;
[0082] 3) XYZ constitutes a rectangular coordinate system;
[0083] 4) The diameter of the focusing lens holder is 180mm, the diameter of the 6 focusing lenses installed on it are all 25mm, the focal lengths are 120.0mm, 120.1mm, ...
Embodiment 2
[0089] The method for precision machining of deep holes with zoom laser using the above device specifically includes the following steps:
[0090] (1) The workpiece and 8 focusing lenses are clamped on the deep groove and deep hole device of the zoom laser precision machining, so that it meets the following conditions:
[0091] 1) The laser beam is incident from the central axis of a certain focusing lens on the focusing lens holder, incident vertically along the Z direction and focusing on the surface of the workpiece;
[0092] 2) The workpiece can be driven by the worktable to move in X-Y two directions, that is to make the laser beam focus spot relatively move on the surface of the workpiece;
[0093] 3) XYZ constitutes a rectangular coordinate system;
[0094] 4) The diameter of the focusing lens holder is 250mm, and the diameter of the 8 focusing lenses installed on it is 30mm, and the focal lengths are 100.0mm, 120.2mm, 120.4mm, 120.6mm, 120.8mm, 121.0mm, 121.2mm, 121.4mm, respect...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More