

Electroplated cbn grinding wheel for high-efficiency precision profile grinding of gears and preparation method thereof
A precision forming and grinding wheel technology, applied in the direction of bonding grinding wheels, abrasives, manufacturing tools, etc., can solve the problems of simple shape and low precision of electroplated CBN grinding wheels, and achieve the effect of load reduction, optimized mass distribution, and accelerated penetration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
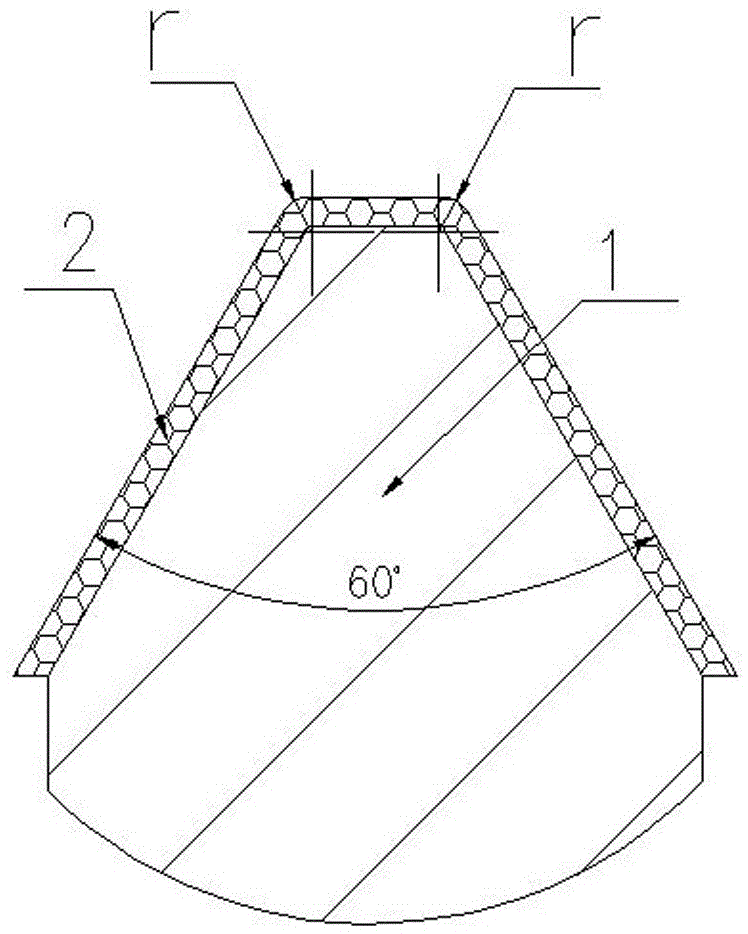
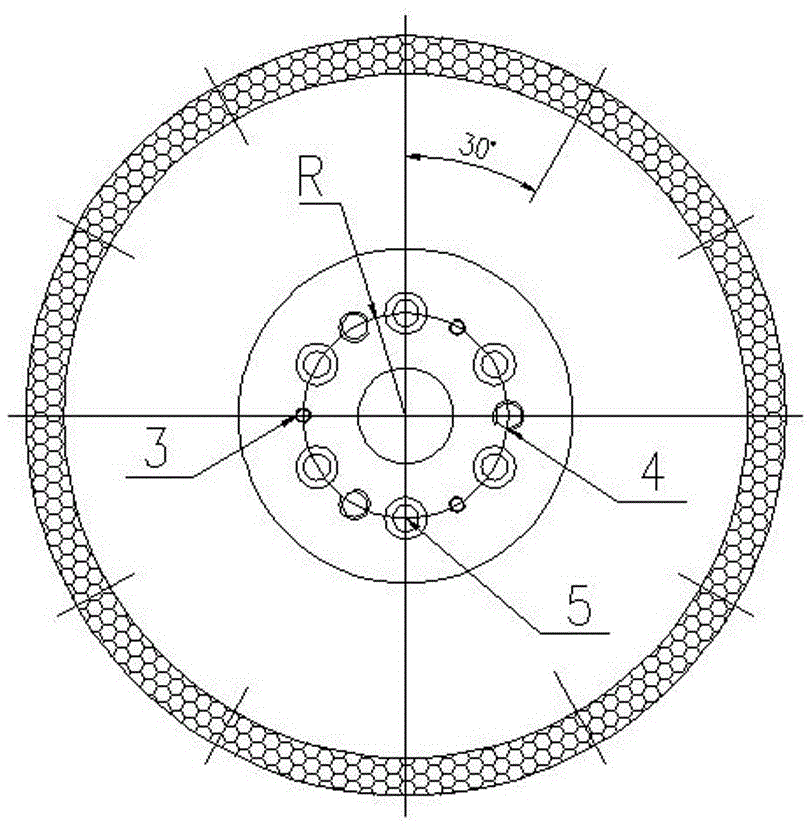
[0024] Such as figure 1 and figure 2 As shown, the electroplated CBN emery wheel used for high-efficiency precision profile grinding of gears includes a dish-shaped substrate 1 and an abrasive zone on its edge, the quality of the abrasive zone accounts for 4% of the total mass of the substrate, and the abrasive layer on the abrasive zone 2 The cross-sectional shape is an isosceles trapezoid with rounded corners between the upper bottom and the two waists, and the angle between the two waists and the lower bottom is 60°. The fillet radius r is 0.3. There are thread holes and circular holes evenly distributed on the concentric arc of the grinding wheel base body from the center R27mm, the thread holes include 3 thread holes I3 and 3 thread holes II4, and there are 6 circular holes 5, which are used to fasten the grinding wheel and Avoid wheel runout. The abrasive used in the grinding wheel is CBN, the particle size is 70 / 80, and the embedding rate of the coating is 60%.
[...
Embodiment 2
[0034] For the post-treatment of the electroplated grinding wheel, the arc abrasive layer of the grinding wheel is divided into 4 areas on average, each area is immersed in the activation solution successively, the depth is 3mm, the current density is 1A*dm-2, and the time is 10min; then the grinding wheel is taken out for After cleaning and drying, the blade height deviation on the arc and on the plane is 14.8%, and other steps are the same as in Example 1.
Embodiment 3
[0036]For the post-treatment of the electroplated grinding wheel, the arc abrasive layer of the grinding wheel is divided into 20 areas on average, each area is immersed in the activation solution successively, the depth is 1mm, the current density is 1A*dm-2, and the time is 3min; then the grinding wheel is taken out for treatment. After cleaning and drying, the blade height deviation on the arc and on the plane is 5.6%, and other steps are the same as in Example 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More