

Narrow gap/ultra-narrow gap gas shielded welding automatic welding torch and manufacturing method thereof
A gas shielded welding, narrow gap technology, applied in the direction of manufacturing tools, electrode characteristics, welding equipment, etc., can solve the problems of reduced welding production cost, complex welding torch system, decreased welding current stability, etc., to achieve the conductive cross-sectional area and heat dissipation area. The effect of large, simplified welding torch structure and reduced manufacturing difficulty
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
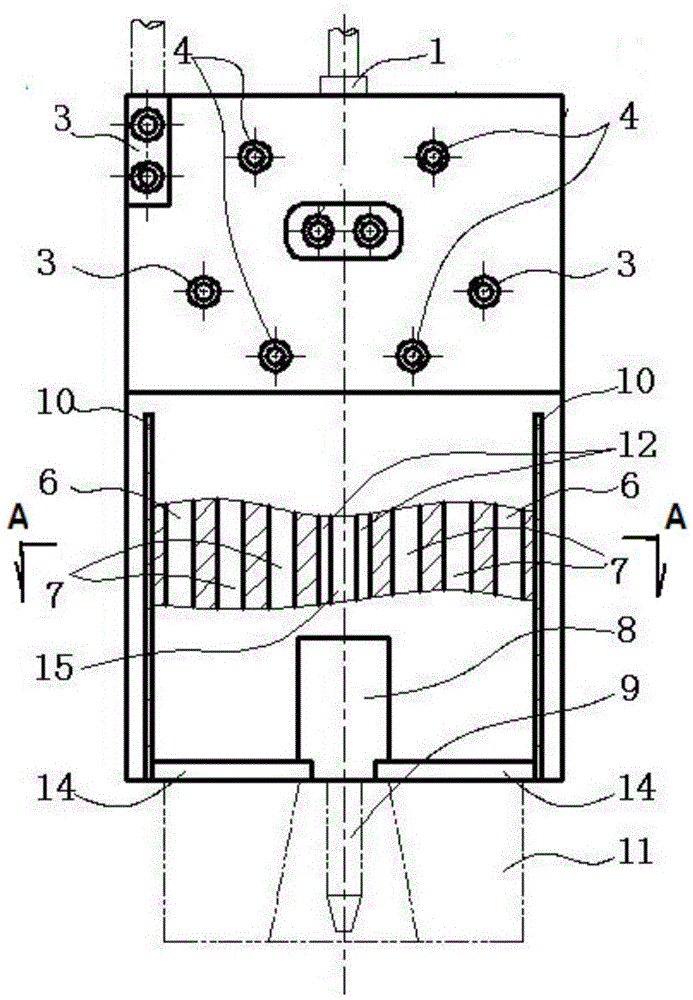
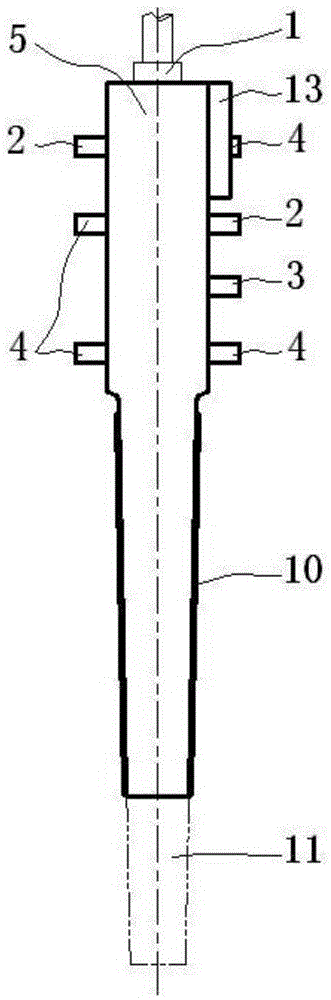
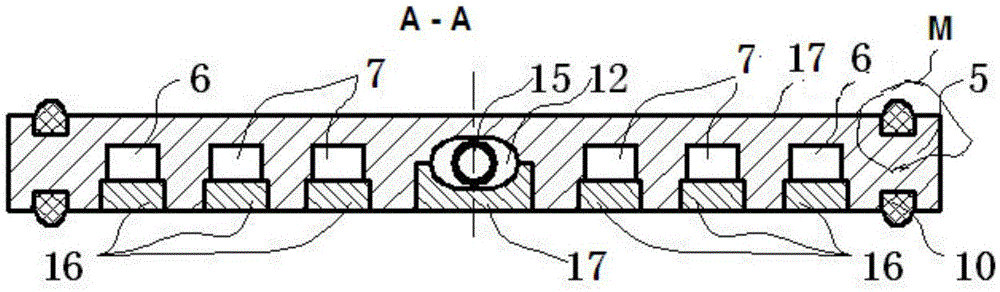
[0051] Example 1: Such as figure 1 As shown in Fig. 7, it is a basic embodiment of the automatic welding torch for narrow gap / ultra-narrow gap gas shielded welding of the present invention. It includes a plate-type welding torch body 5; the plate-type welding torch body 5 is internally integrated with a guide wire channel 12, a circulating water cooling flow channel 7 and a secondary protective air flow channel 6, and the upper part of the plate-type welding torch body 5 is fixedly connected with a primary protective gas inlet seat 2 and the secondary protective gas inlet seat 3, the water inlet / return water pipe seat 4 and the welding cable 13, the lower part of the plate welding torch body 5 is fixedly connected with a gas distribution device 8, and the gas distribution device 8 is assembled with the contact nozzle seat 18 and passed through The mortise on both sides of the shunt device 8 is fixed to the lower part of the plate torch body 5 through the body / nozzle conn...
Embodiment 2
[0052] Example 2: is a further example. In the narrow gap / ultra-narrow gap gas shielded welding automatic welding torch, the wire feeding hose connection assembly 1 is installed on the top of the plate torch body 5; , and communicate with the primary protection gas flow passage; the secondary protection gas intake seat 3 is installed on both sides of the primary protection gas intake seat 2 near the outside of the wide side of the plate welding torch body 5, and communicates with the secondary protection gas flow passage 6; The water / return water pipe seat 4 is installed close to both sides of the primary protective gas inlet seat 2, and communicates with the corresponding circulating cooling water flow channel 7; the gas distribution device 8 is installed at the lower end of the plate welding torch body 5. The guide wire channel 12 is located in the middle of the plate welding torch body 5, its upper end communicates with the wire feeding hose connection assembly 1, and ...
Embodiment 3
[0054] Example 3: Such as Figure 1-8 Shown is an embodiment of a combined narrow-gap / ultra-narrow-gap gas shielded welding automatic welding torch of the present invention. It is formed by connecting two automatic welding torches for narrow-gap / ultra-narrow-gap gas-shielded welding of single wires of the present invention; 5; The plate welding torch body 5 is internally integrated with a guide wire channel 12, a circulating water cooling flow channel 7 and a secondary protective gas flow channel 6, and the upper part is fixedly connected with a primary protective gas intake seat 2 and a secondary protective gas intake seat 3 , and the water inlet / return pipe seat 4 and the welding cable 13, the lower part is fixedly connected with a gas distribution device 8, the gas distribution device 8 is assembled with the contact tip seat 18, passes through the mortise on both sides of the distribution device 8, and passes through the body The / nozzle connection assembly 14 is fix...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More