

Automatic riveting device
A riveting and automatic technology, applied in the field of automatic riveting devices, can solve problems such as low efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
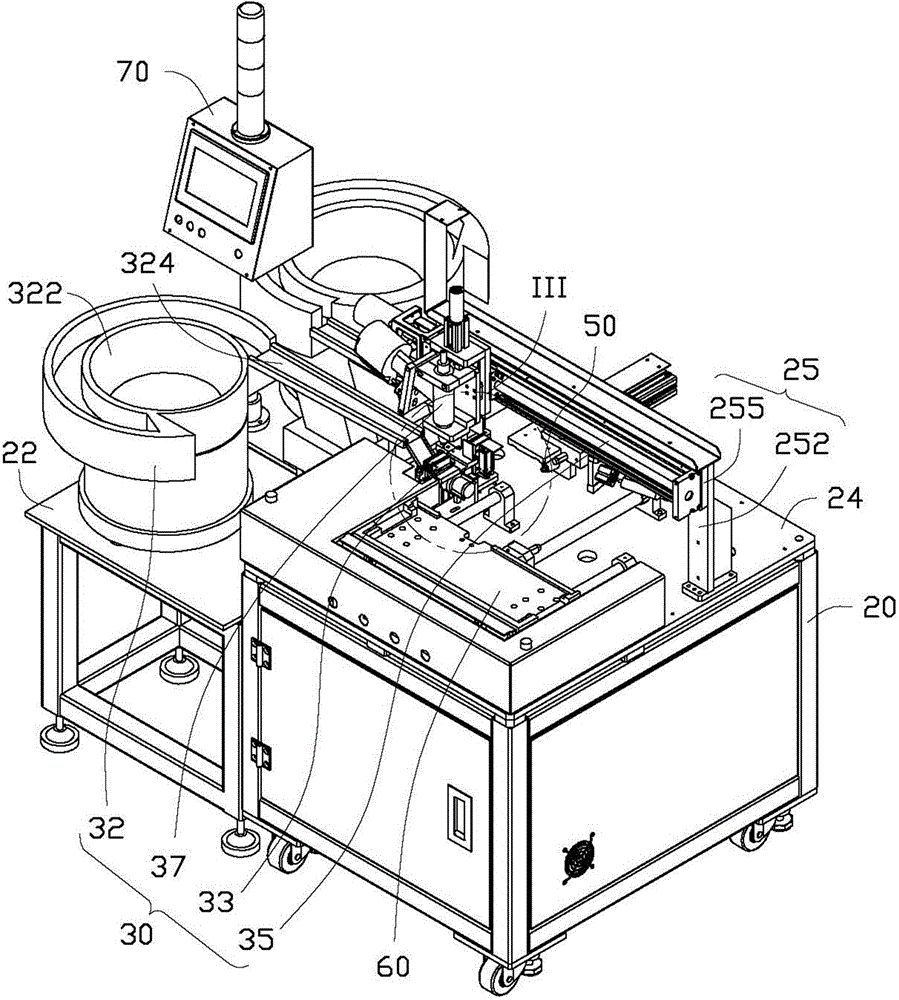
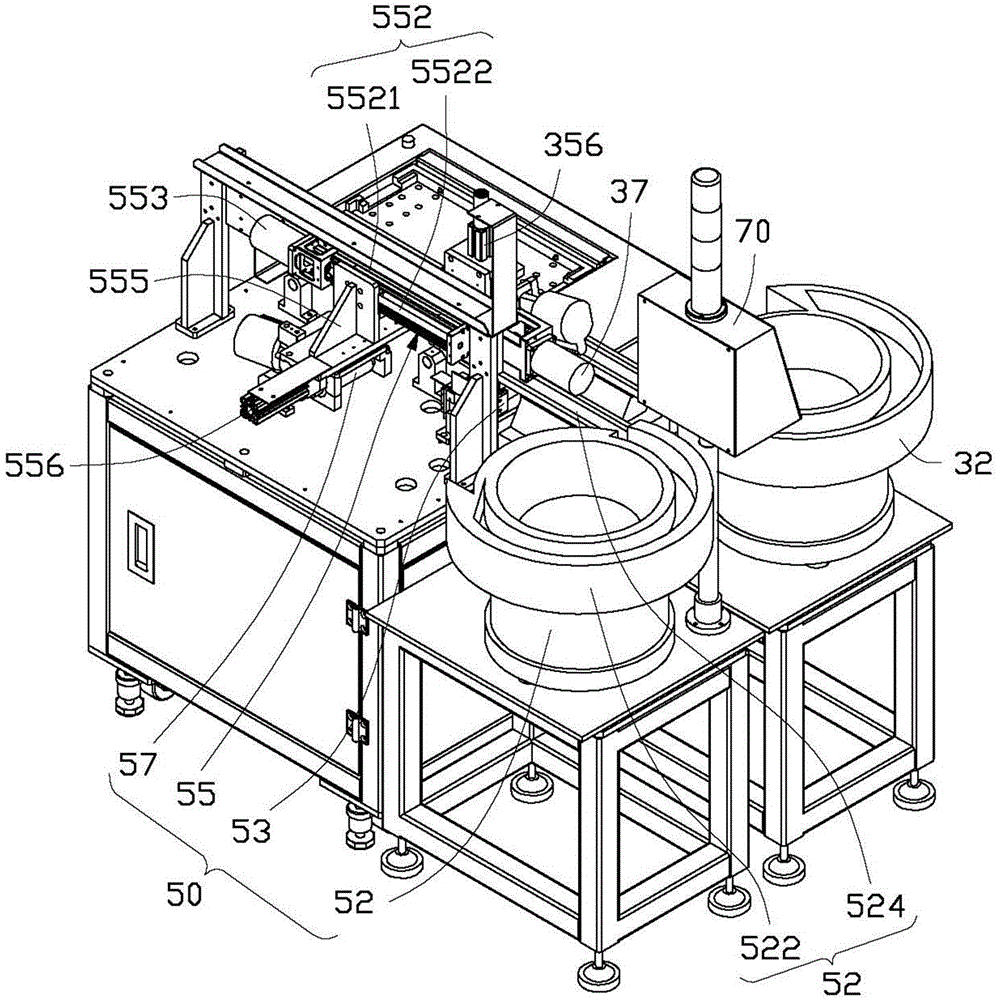
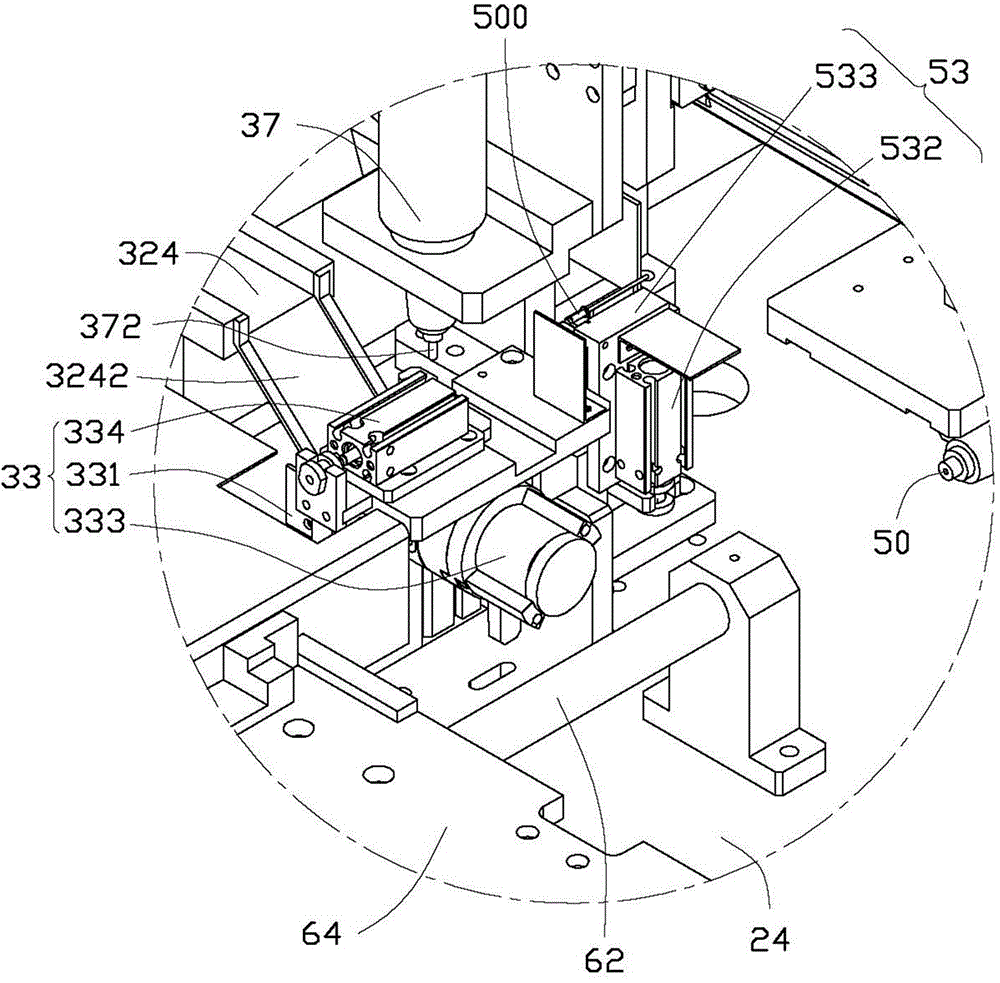
[0073] Please refer to figure 1 and 2 , the preferred embodiment of the automatic riveting device of the present invention is used to rivet 500 (such as image 3 and Figure 4 shown) automatic feeding, dividing and positioning and riveted on the material sheet 300 (such as Figure 7 shown). The automatic riveting device includes a support 20 , a vertical riveting assembly 30 , a horizontal riveting assembly 50 , a tray 60 and a control assembly 70 .
[0074] The bracket 20 has a first support plate 22 and a second support plate 24 located on one side of the first support plate 22 . The second supporting board 24 is higher than the first supporting board 22 . The second supporting board 24 is provided with a mounting frame 25 , and the mounting frame 25 includes two opposite fixing posts 252 fixed on two sides of the second supporting board 24 and a supporting board 255 connected to tops of the two fixing posts 252 . The vertical riveting assembly 30 , the horizontal rive...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More