Automatic separation method and automatic separation device of cut edge material of optical diffusion plate
A technology of light diffusing plate and automatic separation, applied in optical components, metal processing, flat products, etc., can solve problems such as waste of manpower, material resources, reduced product utilization, and environmental impact of workshops
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment example 1
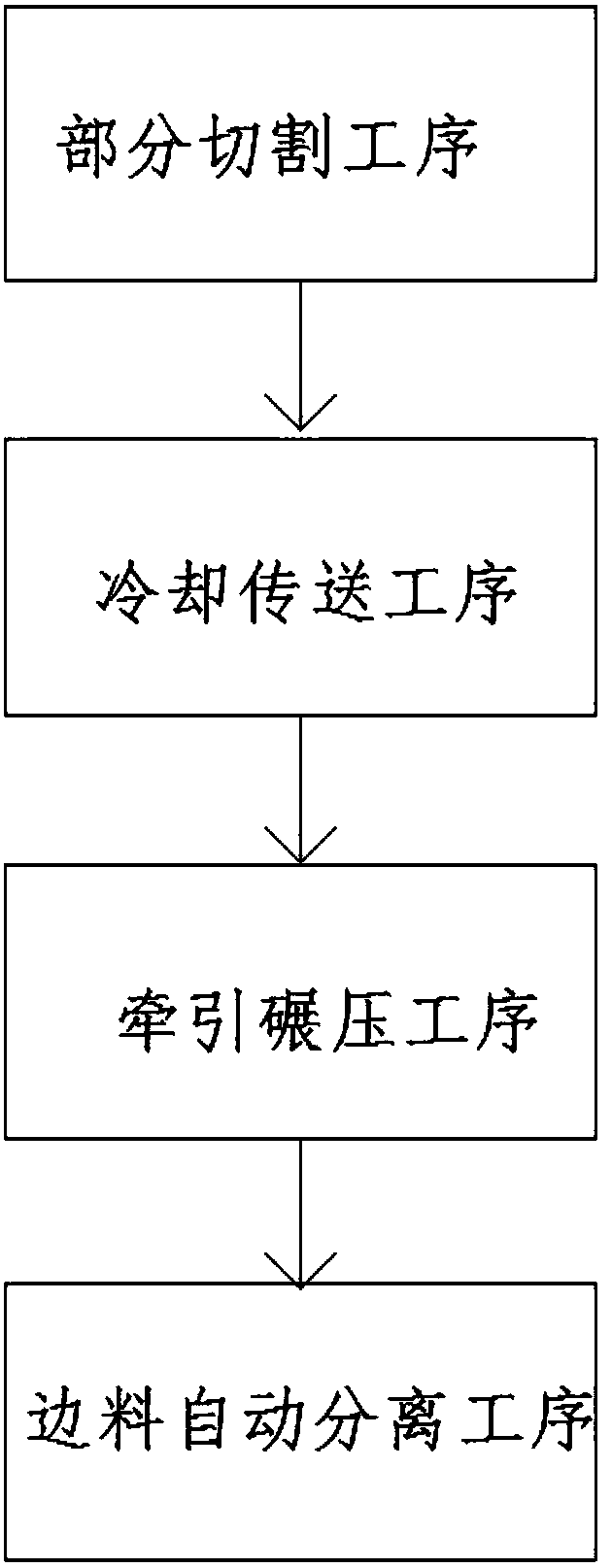
[0031] An automatic separation method for edge trimming of a light diffusion plate, specifically comprising:
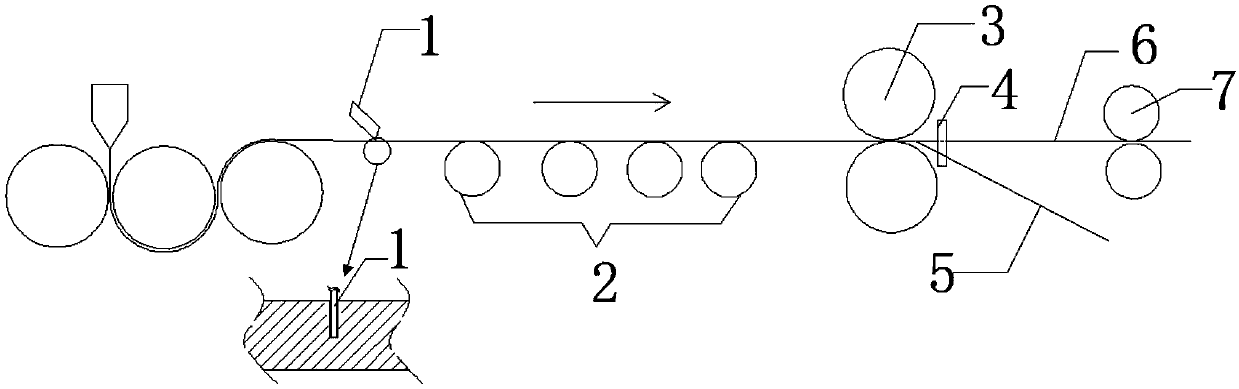
[0032] Partial cutting process: Use edge trimming device 1 to implement partial cutting process on the irregular edge material 5 on both sides of the width of the light diffusion plate after extrusion molding and surface embossing treatment, partial cutting is non-penetrating cutting, the depth of the cutting edge less than the thickness of the light diffuser. The light diffusion plate just formed is not cooled, so it is easy to cut with a thinner cutter.
[0033] Cooling and conveying process: passing the partially cut light diffusion plate through the cooling roller 2 for cooling and cooling treatment. According to the principle of thermal expansion and cold contraction, the light diffusion plates on both sides of the crack will undergo separation and contraction deformation, which will further tear the cutting edge of the knife.
[0034] Traction and rolling proc...
specific Embodiment example 2
[0040] An automatic separation method for edge trimming of a light diffusion plate, specifically comprising:
[0041] Partial cutting process: Use edge trimming device 1 to implement partial cutting process on the irregular edge material 5 on both sides of the width of the light diffusion plate after extrusion molding and surface embossing treatment, partial cutting is non-penetrating cutting, the depth of the cutting edge less than the thickness of the light diffuser. The light diffusion plate just formed is not cooled, so it is easy to cut with a thinner cutter.
[0042] Cooling and conveying process: passing the partially cut light diffusion plate through the cooling roller 2 for cooling and cooling treatment. According to the principle of thermal expansion and cold contraction, the light diffusion plates on both sides of the crack will undergo separation and contraction deformation, which will further tear the cutting edge of the knife.
[0043] Traction and rolling proc...
specific Embodiment example 3
[0049] An automatic separation method for edge trimming of a light diffusion plate, specifically comprising:
[0050] Partial cutting process: Use edge trimming device 1 to implement partial cutting process on the irregular edge material 5 on both sides of the width of the light diffusion plate after extrusion molding and surface embossing treatment, partial cutting is non-penetrating cutting, the depth of the cutting edge less than the thickness of the light diffuser. The light diffusion plate just formed is not cooled, so it is easy to cut with a thinner cutter.
[0051] Cooling and conveying process: passing the partially cut light diffusion plate through the cooling roller 2 for cooling and cooling treatment. According to the principle of thermal expansion and cold contraction, the light diffusion plates on both sides of the crack will undergo separation and contraction deformation, which will further tear the cutting edge of the knife.
[0052] Traction and rolling proc...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More