Method for controlling tempering lubricant flow in wet temper rolling process of cold-rolled steel sheet
A cold-rolled steel sheet and rolling process technology, which is applied in the field of wet temper rolling of cold-rolled steel sheets, can solve the problems of lack of precise control of the surface roughness of cold-rolled steel sheets, and achieve the effect of precise control and stability assurance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0032] The present invention will be further illustrated below in conjunction with specific embodiments, and it should be understood that the following specific embodiments are only used to illustrate the present invention and are not intended to limit the scope of the present invention.
[0033] In the embodiment, the tempering machine is a double-frame six-roller wet tempering machine, and the incoming material is cold-rolled steel plate annealed in a vertical continuous annealing furnace, the brand is MR T4-CA, the thickness of the steel plate is 0.19mm, and the original The average roughness is 0.491 μm, and the target roughness of the finished steel plate is 0.662 μm.
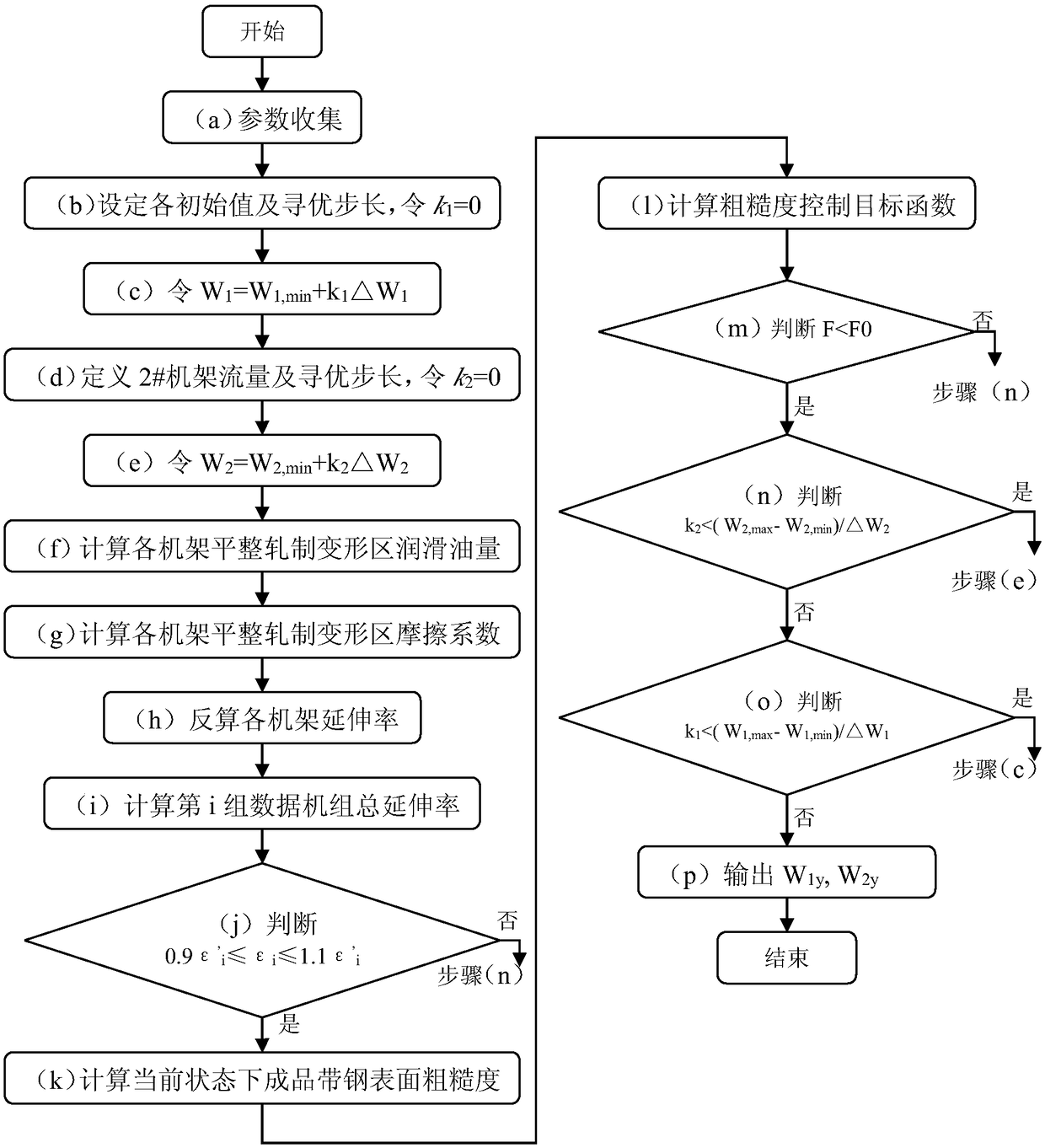
[0034] refer to figure 1 , a method for controlling the flow rate of a leveling liquid in a cold-rolled steel plate wet-leveling rolling process, comprising the following steps:
[0035] (a) Parameter collection, including: a set of raw surface roughness of the strip to be produced
[0036] Ra s0,i ={0....
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More