

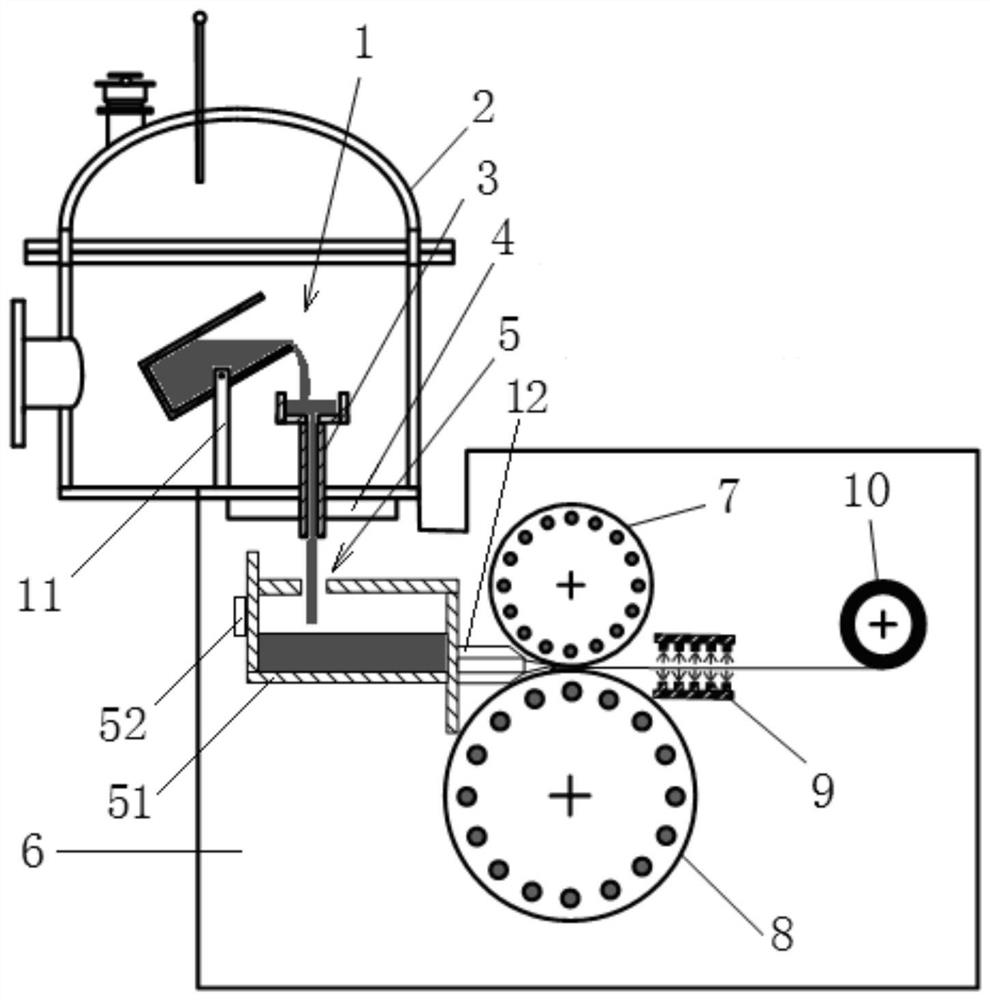
A method for horizontal continuous casting of wide amorphous thin strips with a thickness of 200-1500 μm
A technology of horizontal continuous casting and thin strip, applied in the field of amorphous alloy preparation, can solve the problem that detailed parameters such as smelting temperature, heat preservation measures cooling rate, casting and rolling force have not been disclosed, and no specific process protection nodes and technical implementation plans have been found. problems, to achieve the effect of small deformation, large cooling rate and good stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0043] Alloy composition: (Zr 53.5 f 1.5 Cu 30 Al 10 Ni 5 ) 99.9 o 0.1 (atomic percentage at.%, the same below);
[0044] Distribution method: deep into the roll gap;
[0045] Preparation process:
[0046] a. Prepare 50kg of raw materials according to the atomic percentage, put them into the medium frequency induction melting furnace, and evacuate to 7×10- 2 Pa, heat the alloy raw material until it is completely melted, and continue smelting at 1500°C for 10 minutes.
[0047] b. During the smelting process, the preparation of the forming cavity is completed, and the steps include: 1) All the valve bodies of the forming cavity are closed, vacuumized and filled with argon, the volume purity is above 99.99%, and a slight positive pressure of 0.12 MPa is maintained; 2) The flow distributor is preheated, and one side of the flow distributor adopts a slit-type flow opening to distribute the flow, and it is installed in a fixed position for heating; 3) The temperature of the...
Embodiment 2
[0055] Alloy composition: (Zr 53.5 f 1.5 Cu 30 Al 10 Ni 5 ) 99.9 o 0.1 ;
[0056] Distribution method: deep into the roll gap;
[0057] Preparation process:
[0058] a. Prepare 50kg of raw materials according to the atomic percentage, put them into the medium frequency induction melting furnace, and evacuate to 6×10- 2 Pa, heat the alloy raw material until it is completely melted, and continue smelting at 1400°C for 20 minutes.
[0059] b. During the smelting process, the preparation of the forming cavity is completed, and the steps include: 1) All the valve bodies of the forming cavity are closed, vacuumized and filled with argon, the volume purity is above 99.99%, and a slight positive pressure of 0.12 MPa is maintained; 2) The flow distributor is preheated, and one side of the flow distributor adopts a slit-type flow opening to distribute the flow, and it is installed in a fixed position for heating; 3) The temperature of the circulating water for cooling the casting...
Embodiment 3
[0067] Alloy composition: (Zr 53.5 f 1.5 Cu 30 al 10 Ni 5 ) 99.9 o 0.1 ;
[0068] Distribution method: deep into the roll gap;
[0069] Preparation process:
[0070] a. Prepare 50kg of raw materials according to the atomic percentage, put them into the medium frequency induction melting furnace, and evacuate to 6×10- 2 Pa, heat the alloy raw material until it is completely melted, and continue smelting at 1500°C for 10 minutes.
[0071] b. During the smelting process, the preparation of the forming cavity is completed, and the steps include: 1) All the valve bodies of the forming cavity are closed, vacuumized and filled with argon, the volume purity is above 99.99%, and a slight positive pressure of 0.16MPa is maintained; 2) The flow distributor is preheated, and one side of the flow distributor adopts a slit-type flow opening to distribute the flow, and it is installed in a fixed position for heating; 3) The temperature of the circulating water for cooling the castin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More