Injection molding machine
A technology of injection molding machine and cavity, which is applied in the field of injection molding machines, can solve the problems of poor operability and achieve the effect of improving operability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] Hereinafter, modes for implementing the present invention will be described with reference to the drawings. In each drawing, the same or corresponding symbols are attached to the same or corresponding structures to omit description.
[0023] (injection molding machine)
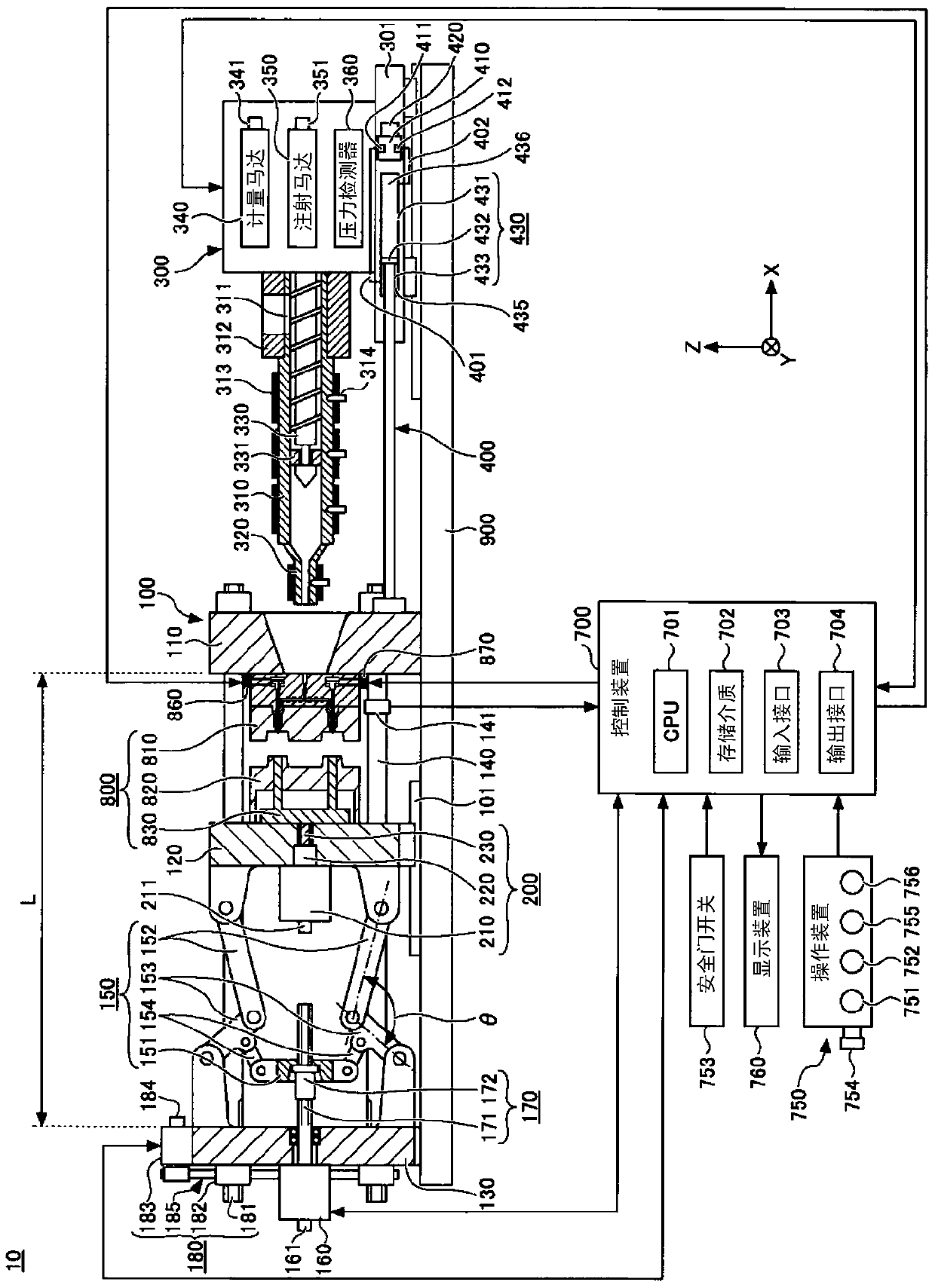
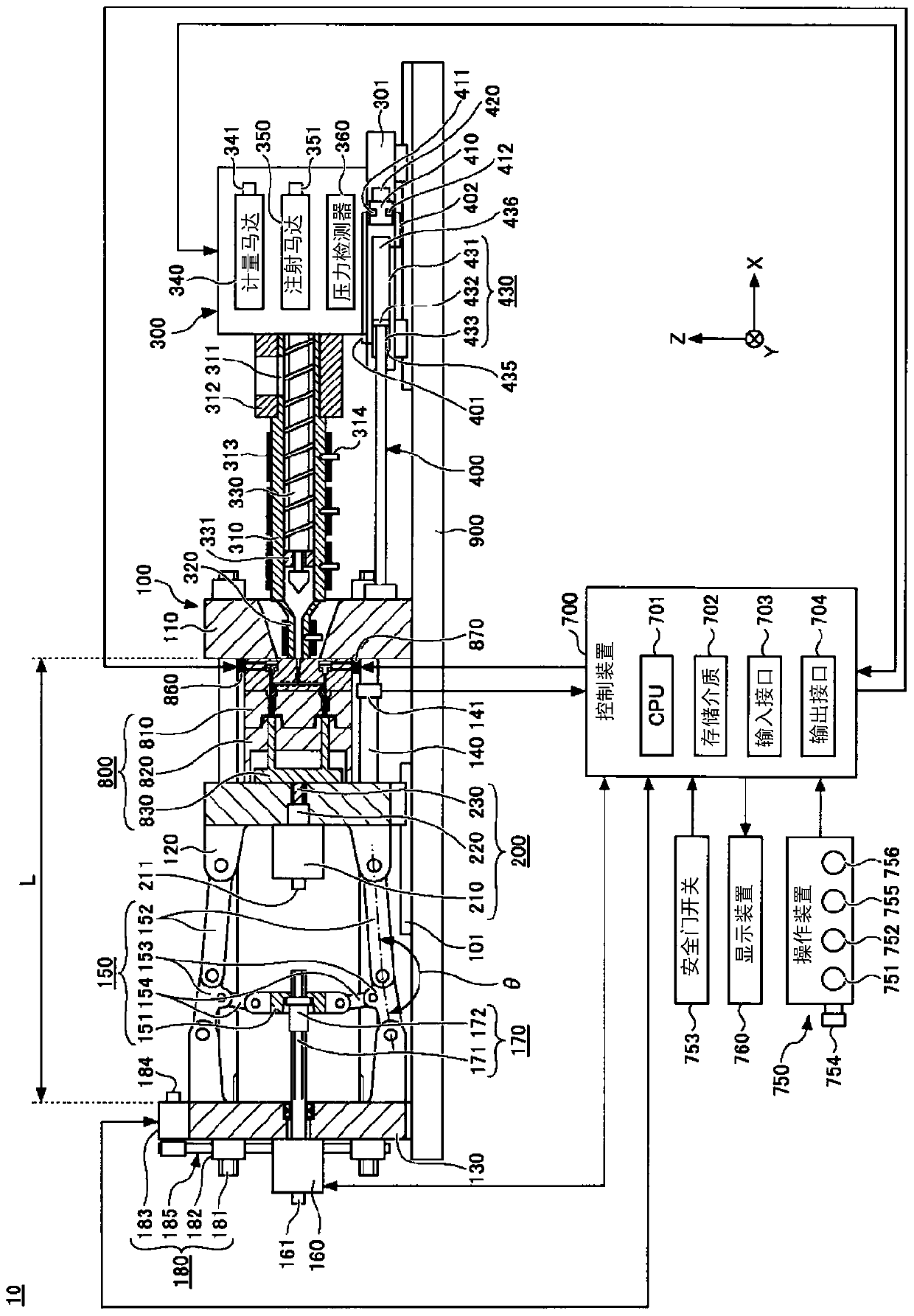
[0024] figure 1 It is a figure which shows the state at the end of mold opening of the injection molding machine of one embodiment. figure 2 It is a figure which shows the state at the time of mold clamping of the injection molding machine of one embodiment. Figure 1 ~ Figure 2 Among them, the X direction, the Y direction, and the Z direction are directions perpendicular to each other. The X direction and the Y direction represent the horizontal direction, and the Z direction represents the vertical direction. When the mold clamping device 100 is a horizontal type, the X direction is the mold opening and closing direction, and the Y direction is the width direction of the injection molding machine...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com