

Laser-MAG (Metal-Active-Gas) compound welding method used for welding and splicing high-strength or ultrahigh-strength steel of thick plate
An ultra-high-strength steel, composite welding technology, applied in laser welding equipment, welding equipment, workpiece edge parts, etc., can solve the problems of low tolerance of welding assembly, slow welding speed, inhibiting the efficiency of tailor welding of thick plates, etc. Improved operability and welding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
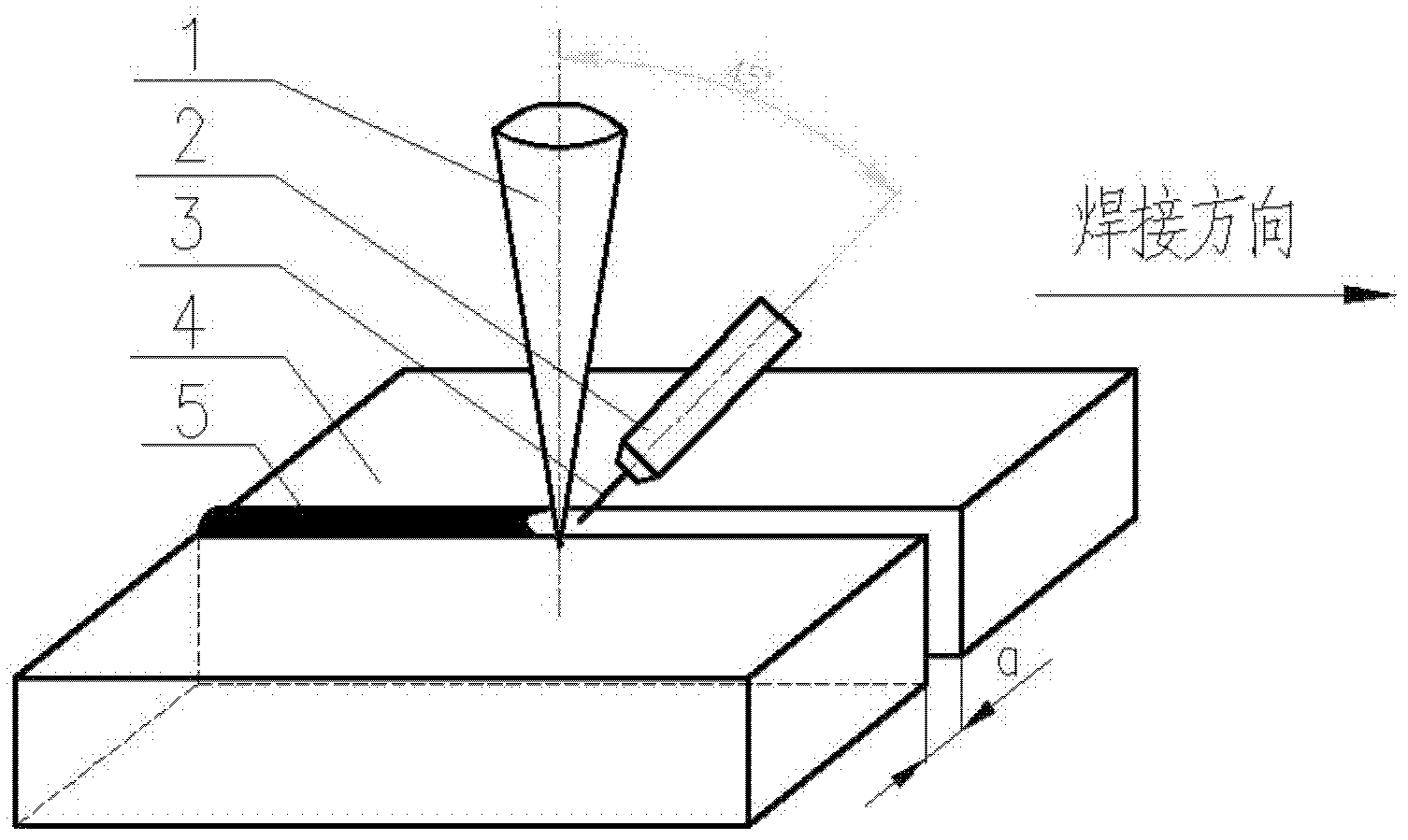
[0022] like figure 1 As shown, in this embodiment, the welding base material is 31Si2MnCrMoVE ultra-high-strength steel plate 4 with a thickness of 10 mm and a tensile strength of 1600 MPa, and the welding wire 3 is H10SiMnCrNiMoV with a diameter of 1.2 mm. First, polish off the rusty part of the tailor welding and clean it with acetone. Then proceed as follows:
[0023] (1) Clamping tailor-welded blanks: open an I-shaped bevel on the part to be welded, and the splicing distance is 1 to 2 mm;
[0024] (2) Use oxyacetylene flame to preheat, and control the preheating temperature within the range of 150°C to 250°C;
[0025] (3) Laser-MAG composite welding: After reaching the preheating temperature, the welding is performed in a composite form in which the arc is in front and the laser 3 is in the back; welding process parameters: laser spot diameter 0.3 ~ 1mm, laser power 4.2KW, arc The current is 280A, the arc voltage is 28.2V; the welding speed is 1m / min, the shielding gas ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Dry elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More