

Laser cladding repairing method for shaft parts
A technology of laser cladding and repair method, applied in laser welding equipment, furnace type, coating and other directions, can solve the problems of uneven surface size of shaft, rapid repair of unfavorable shaft, reduction of diameter size, etc., to achieve rapid remanufacturing repair, Low cost and small heat affected zone
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] In order for those skilled in the art to fully implement the content of the present invention, the content of the present invention will be further described below in conjunction with the drawings and specific embodiments.
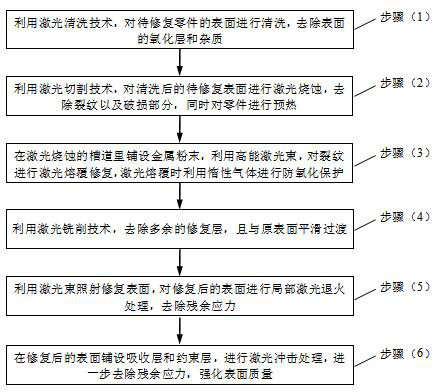
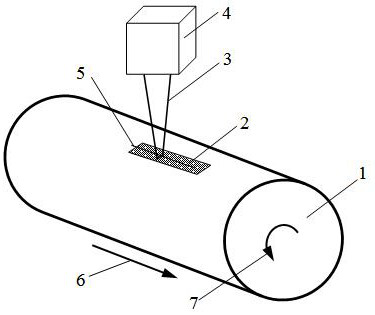
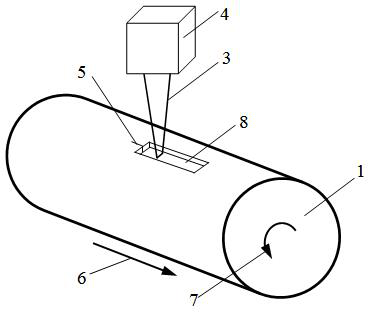
[0036] Such as figure 1 As shown, the entire repair process is divided into the following steps. The pre-treatment steps include cleaning and cutting. The cleaning is to remove the oxide layer and impurities on the surface of the part to be repaired. The cutting is to remove the cracks and surrounding damaged parts of the part to be repaired. , to form the cut channel, after the pretreatment step, the following steps are also included:
[0037] Laser cladding: Lay metal powder in the channel, and use high-energy laser beams to repair the cracks by laser cladding to form a repaired surface;
[0038] Laser annealing: Use laser irradiation to repair the surface, and perform local laser annealing on the repaired surface to remove residual stress;
[0...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More