

Method for conticaster controlling solidification structure of casting block
A continuous casting machine and slab technology, which is applied in the field of continuous steel casting in the metallurgical industry, can solve the difficult problems of slab center shrinkage and center porosity, large equipment investment, composition segregation, etc., and achieve grain refinement, Low operating cost and the effect of eliminating subcutaneous air bubbles
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
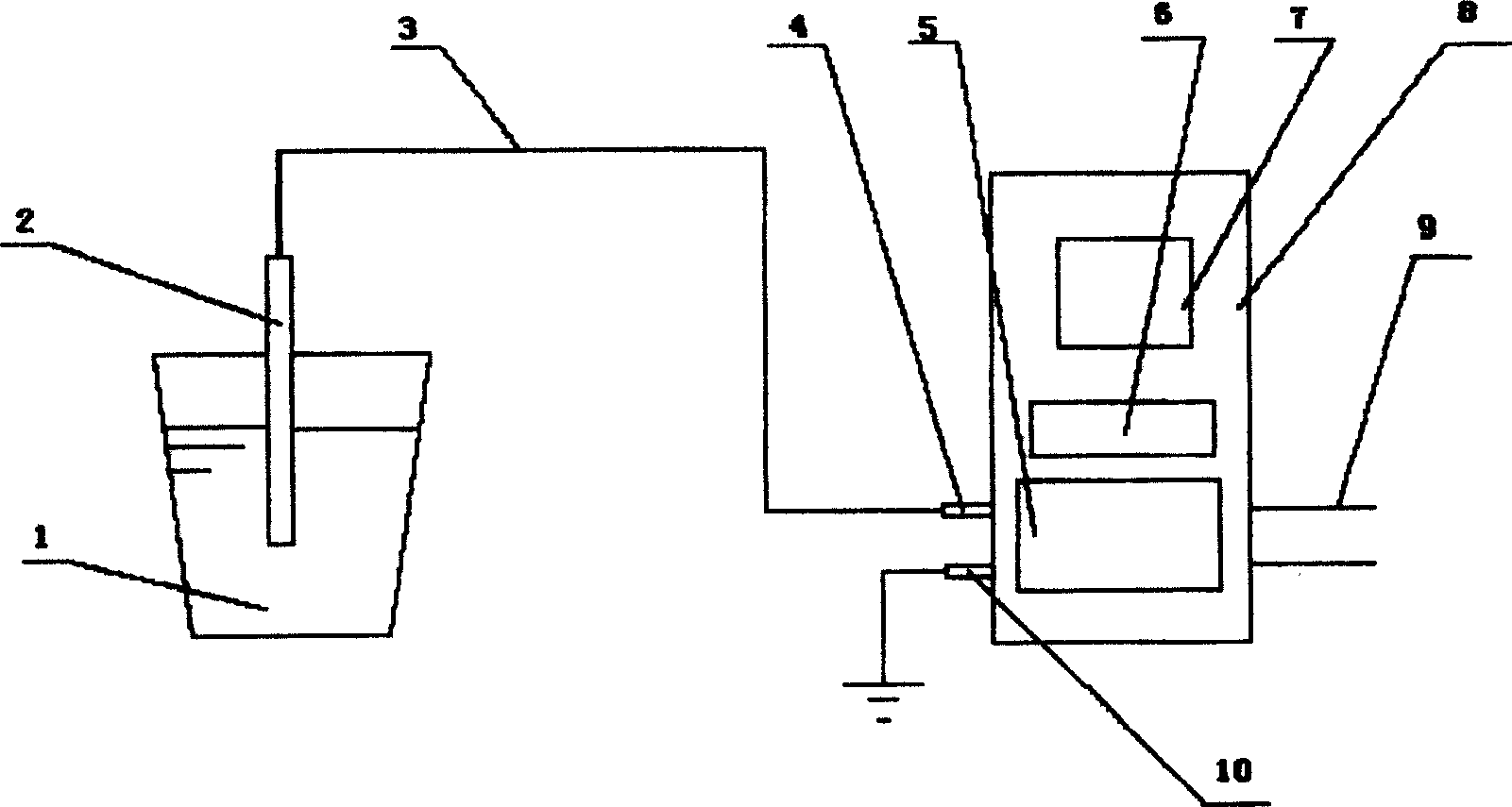
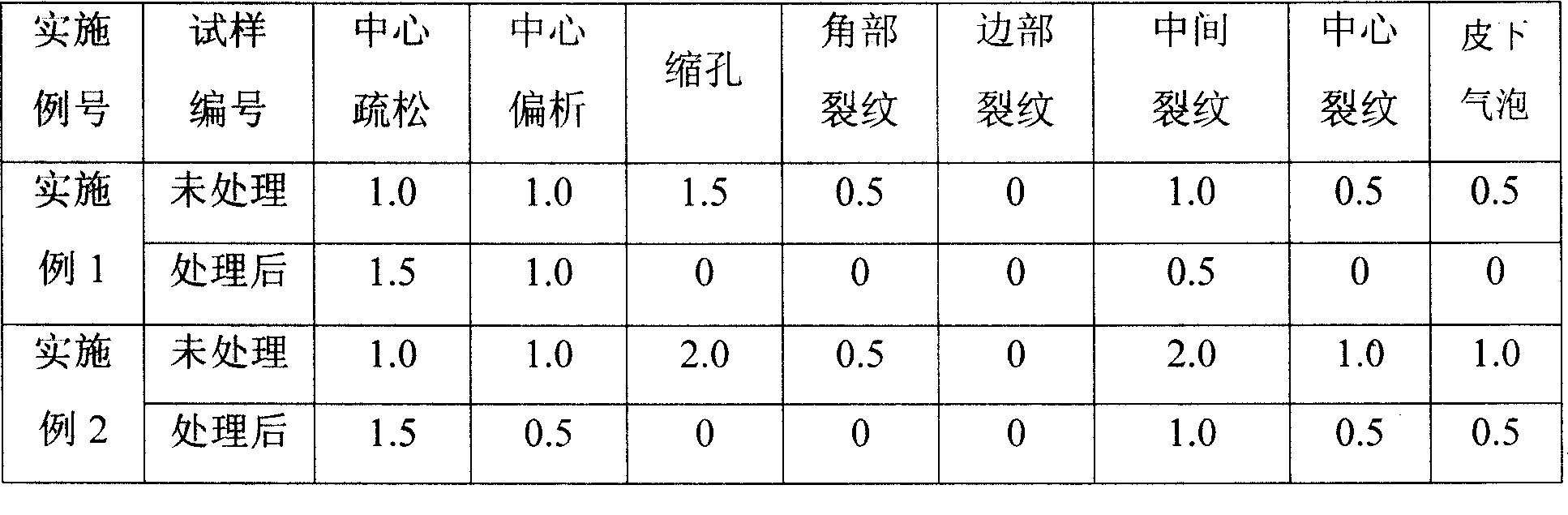
[0016] When the 5-strand billet continuous casting machine in a steel plant was casting normally, before the test, a 500mm continuous casting billet was taken from the flame cutting place of the first-class billet for low-magnification comparative analysis. Then insert a cermet electrode with a diameter of 10mm into the first-class 150×150mm crystallizer of the casting machine, and the depth of the electrode inserted into the molten steel is 100mm; the positive pole of the high-frequency pulse power supply is connected to the raceway bearing sleeve of the tension leveler with a cable (grounded). An 8V high-frequency pulse electric field is passed through the two electrodes, and the high-frequency pulse current value is 180A. The casting speed of the continuous casting machine is 2.1m / min, the casting steel is low-alloy steel, and the pouring temperature of the tundish is 1520°C. After 30 minutes, at the first-class flame cutting place, a 500mm continuous casting slab was taken...
Embodiment 2
[0018] When the six-strand billet continuous casting machine in a steel plant is in normal production, before the high-frequency pulse electric field treatment, a 500mm continuous casting billet is taken from the flame cutting place of the first-class billet for low-magnification comparative analysis. Then insert an aluminum carbon electrode with a diameter of 100mm and a length of 1500mm into the tundish of the casting machine. The depth of the electrode inserted into the molten steel is 700mm; the positive pole of the high-frequency pulse power supply is connected to the foundation of the continuous casting machine with a cable (grounded). A 12V high-frequency pulse electric field is passed through the two electrodes, and the high-frequency pulse current value is 480A. The casting speed of the continuous casting machine is 2.2m / min, the casting steel type is 20MnSi, and the tundish pouring temperature is 1530°C. After 30 minutes, at the first-class flame cutting place, a 500...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More