4500kw exciting dynamo rotor armature core hot cover process
A technology of armature core and shrink sleeve process, which is applied in the manufacture of stator/rotor body, etc., which can solve the problems of scrapped shaft, economic loss, scrapped armature, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0030] A 4500kw exciter rotor armature core shrink-fit process is characterized in that the process steps are as follows:
[0031] The first step: machining the inner circle of the armature core:
[0032] The inner circle of the armature core 7 is bored by a CNC boring machine with a diameter of Φ260mm, and then the armature core 7 is placed on the two V-shaped irons. The axial position is calibrated with the 3-point method of the dial indicator. The inner circle of the pivot core 7 minimizes the flanging of the core during processing;
[0033] Step 2. Preparation before armature core heating:
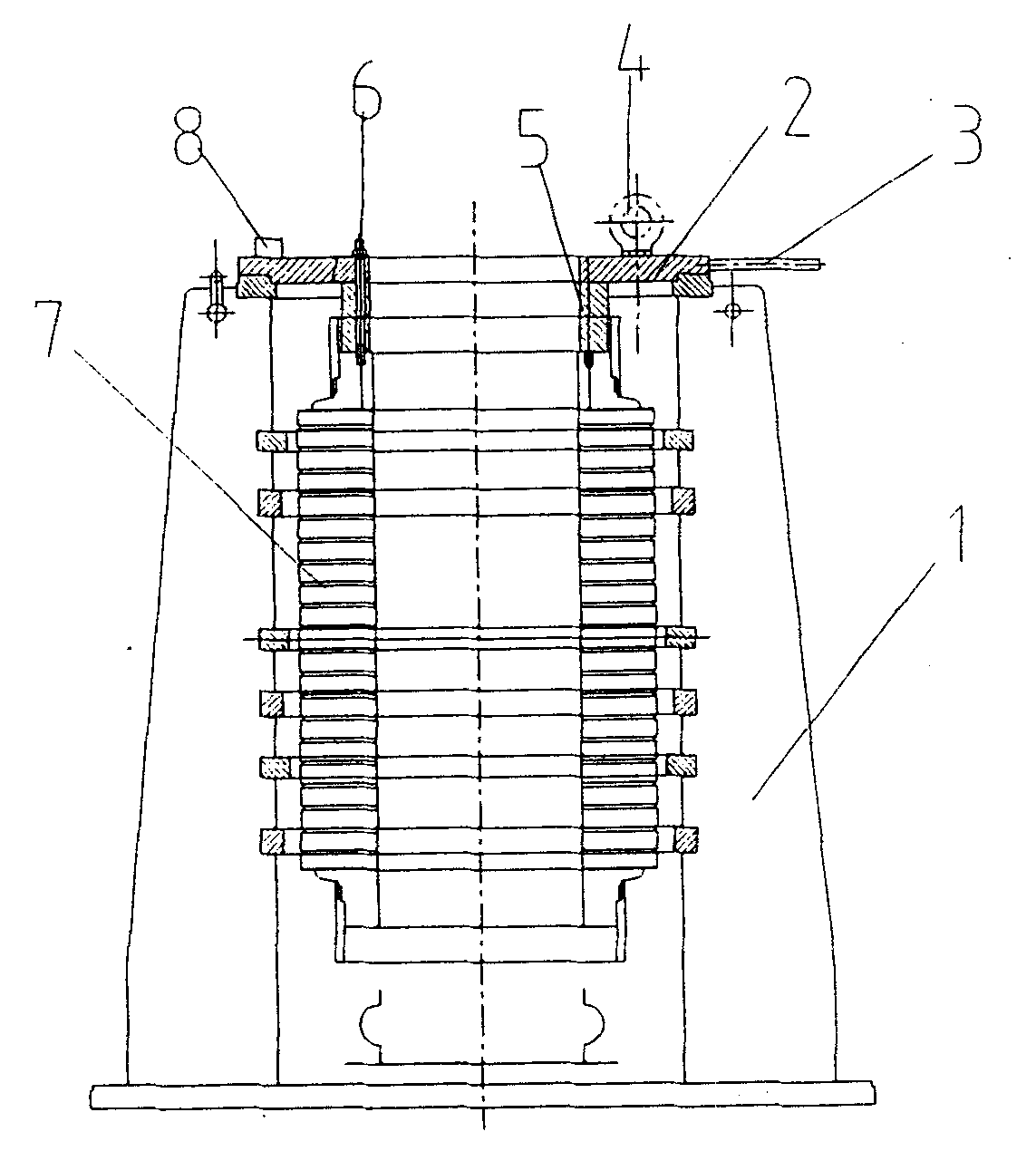
[0034] Such as figure 1 As shown, it is a schematic diagram of putting the armature core into the heating bracket. After cleaning the armature core 7, make a shrink mark on the inside and outside of the armature core 7, wrap asbestos cloth on the entire outer circle of the armature core 7, and put the transition washer 5 and the tool hanging plate 2 with the handle 3 are fixed on th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com