

Root defect detection method for thick-wall large-diameter pipe butt weld
A technology for butt welds and defects, applied to measuring devices, using sound waves/ultrasonic waves/infrasonic waves to analyze solids, instruments, etc., can solve problems such as pipe wall thickness, difficulties in correct judgment and positioning, and blind spots
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
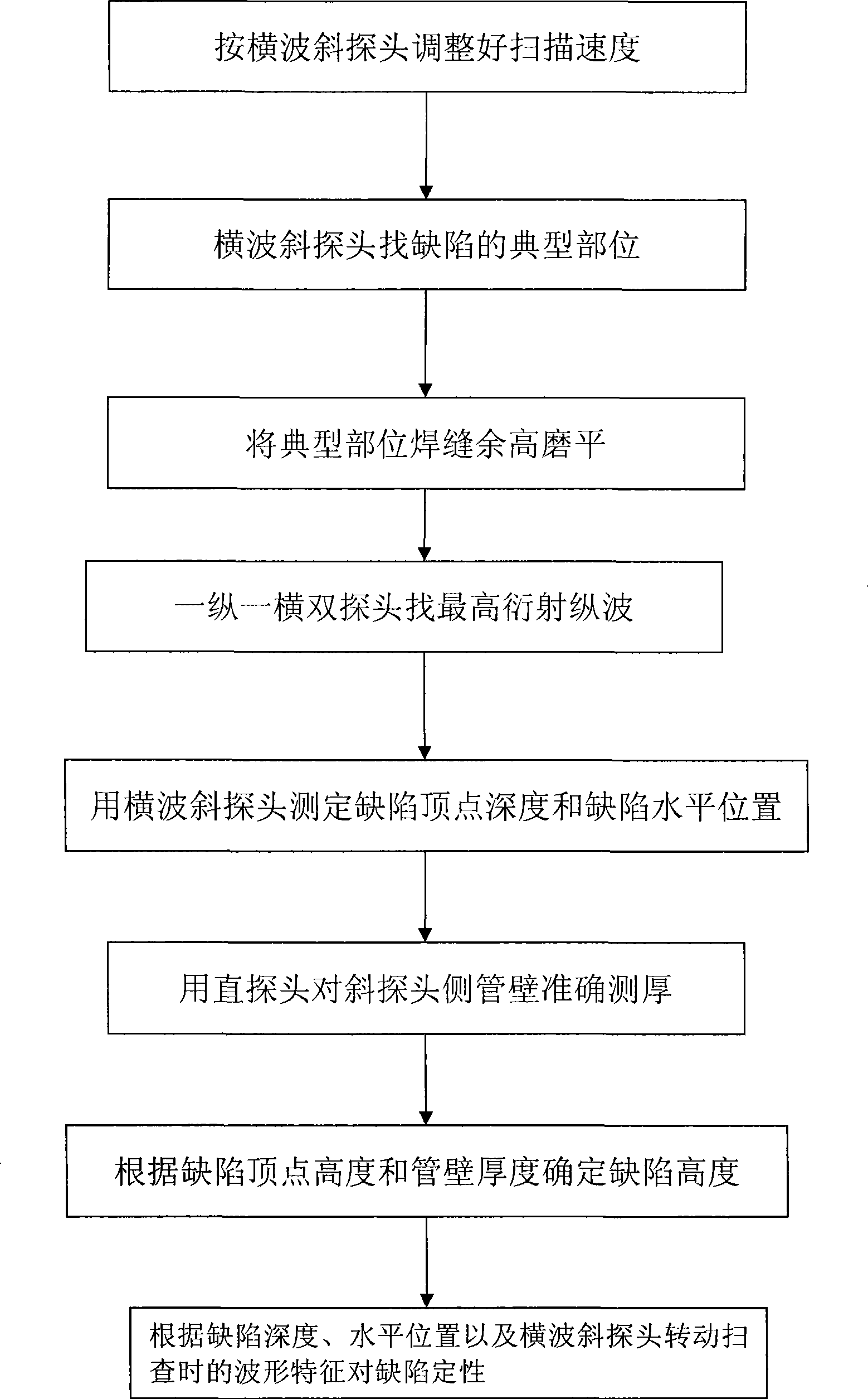
[0023] The detection method of the root defect of the thick-walled large-diameter pipe butt weld of the present invention adopts a vertical and a horizontal double-probe diffraction method, see the attached figure 1 , the detection process is:
[0024] (1) The shear wave oblique probe is used to find typical parts of root defects. Use the single shear wave oblique probe with adjusted scanning ratio to find the typical part of the weld seam with excessive signal at the root;
[0025] (2) One vertical and one horizontal dual probes to find the highest diffracted wave. Partially flatten the weld reinforcement, fix the shear wave oblique probe at the typical position of the weld, change the working mode of the flaw detector to the one-shot-one-receive mode, and set the longitudinal wave straight probe to scan the surface of the ground weld to find the highest diffraction After the wave peak, fix the position of the longitudinal wave straight probe, and scan the front and rear mi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More